 de
de  es
es en
en fr
fr it
it
Your cart
Es gibt keine Artikel mehr in Ihrem Warenkorb


Filaflex 82A
star star star star star
4 Überprüfung(en)
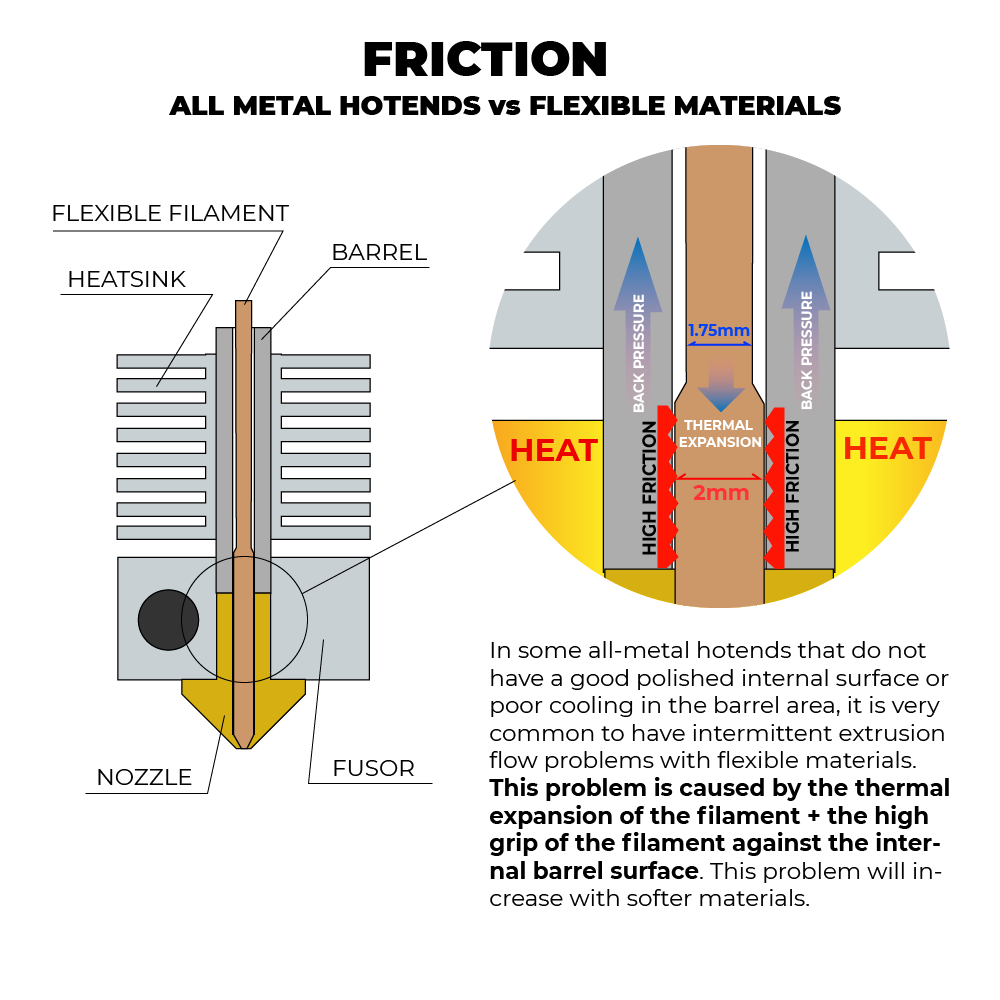
Flexibles Filament Filaflex 82A, ‘Original’, ist das Spitzenprodukt unter den elastischen Filamenten der Filaflex-Reihe. Das meistverkaufte und beliebteste flexible Material für 3D-Drucker.
Shore-Härte 82A
650% Dehnung
Hohe Elastizität
Beständig gegen Lösungsmittel und Treibstoff
Geruchsneutral
Kein heißer Drucktisch erforderlich
Hergestellt in der EU
44,90 $


