 gb
gb  es
es fr
fr de
de it
it
Your cart
There are no more items in your cart


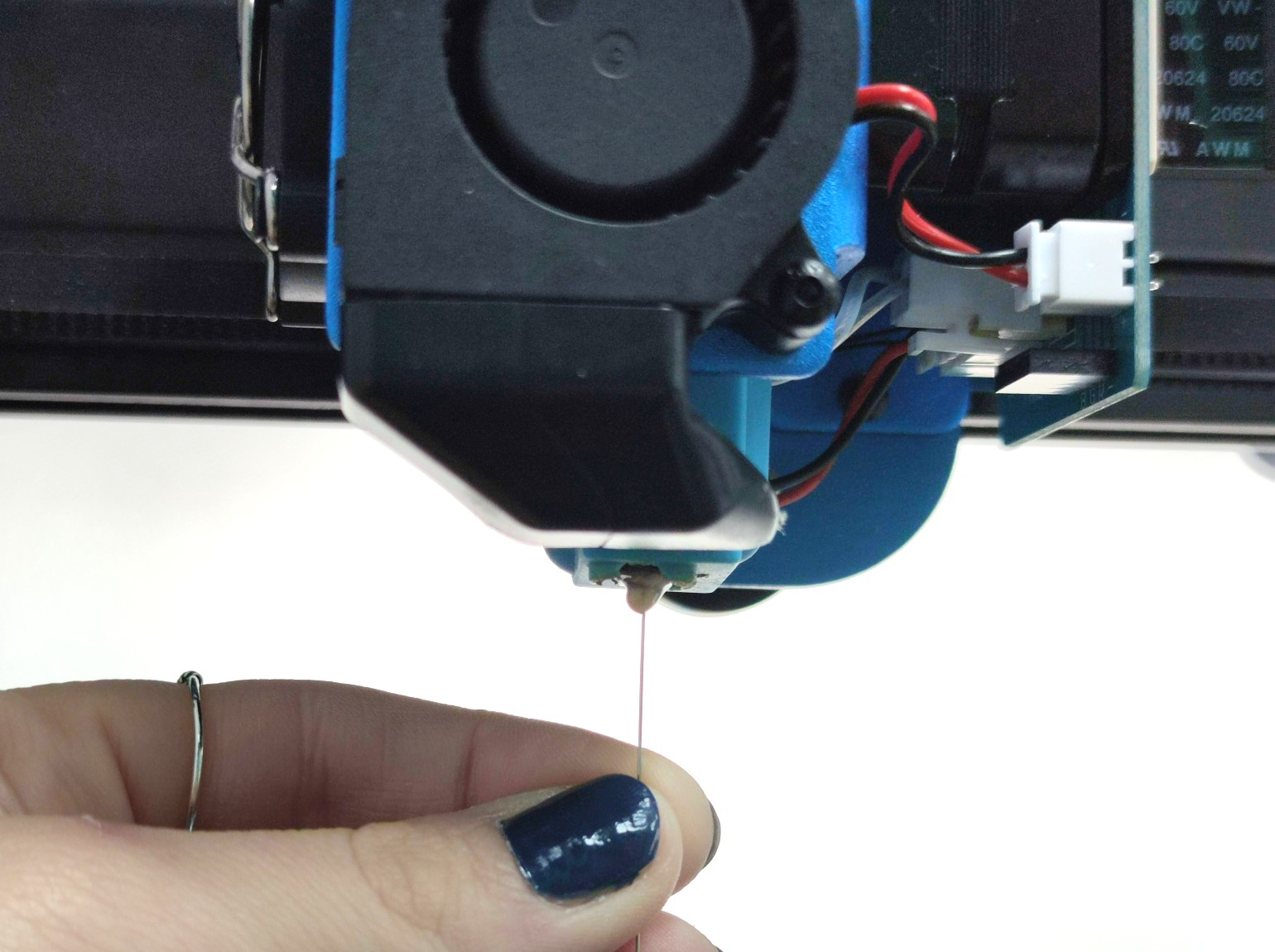





Conductive Filaflex
star star star star star
2 Review(s)
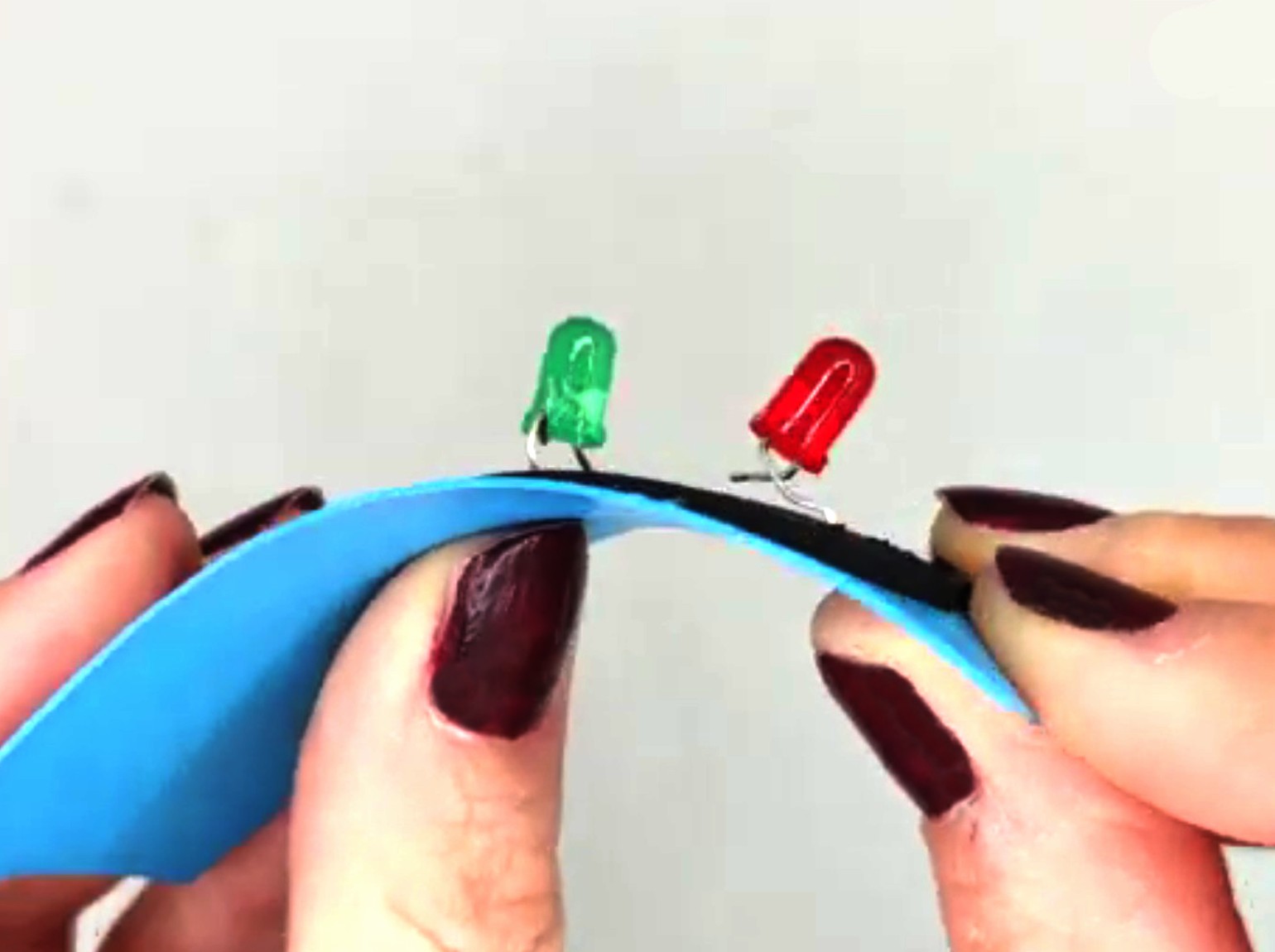
Conductive Filaflex TPU filament is an electrically conductive flexible filament, ideal for manufacturing electrically conductive parts or components and for creating wearable devices.
Shore hardness 92A
Flexible and conductive
Made in the EU
$79.90