
Come stampare con il filamento flessibile Filaflex?
Guida Completa: Come Stampare con Filamento Flessibile Filaflex

I filamenti flessibili sono grandi alleati nella creazione di prodotti e ci permettono di scatenare la nostra immaginazione nel campo della stampa 3D. Ma proprio come si tratta di un materiale con proprietà diverse dai filamenti rigidi, anche il suo metodo di stampa è diverso, e bisogna seguire una serie di linee guida per ottenere un risultato finale soddisfacente. Conosciamoli!
Cos'è Filaflex?
- Filaflex è un filamento elastico in TPU, poliuretano termoplastico.
- Si distingue per il suo Ottime proprietà elastiche, il significato Dopo l'allungamento, ritorna alla sua forma originale senza rompersi o deformarsi, purché non si superi il limite elastico del materiale.
- Ha un alto coefficiente di attrito.
- È un materiale di presa morbido ed elastico con molteplici applicazioni: tessile, moda, protesi, solette, parti elastiche per macchine, custodie protettive per dispositivi, organi chirurgici, ecc.
- È importante ricordare che il Filaflex è caratterizzato dalla sua alta adesione al piano di stampa, quindi non necessita di un letto riscaldato, nastro blu, nastro Kapton, lacca per capelli o qualsiasi altra sostanza adesiva.
- È inodore, resistente ai solventi e carburante.
- Inoltre, è non tossico e può essere a contatto con la pelle (per ulteriori informazioni sull'uso medico o alimentare, contatti il nostro team).
La gamma Filaflex è composta da 4 modelli di filamenti che sono classificati in base alla loro durezza Shore. La durezza Shore dei filamenti elastici è misurata sulla scala 'A'. Più alto è il numero di durezza Shore sulla scala (95A), meno elastico sarà, e più basso è il numero (60A), più elastico e morbido sarà. I 4 modelli di Filaflex sono i seguenti:
Filaflex 95A 'Medium-Flex'
ÈIl filamento flessibile più semplice da stampare nell'intera gamma e il più compatibile con tutte le stampanti 3D sul mercato, inclusi i modelli di tipo Bowden.
Filaflex 82A 'Originale'
Con una durezza Shore di 82A, si tratta diIl filamento più venduto e apprezzato nell'intervallo.
Con esso, otteniamo una grande elasticità nelle parti pur essendo facile da stampare sulla maggior parte delle stampanti.
Filaflex 70A 'Ultra-Soft'
Con una durezza Shore di 70A, è un filamento che offre un'elasticità avanzata e morbidezza.
Deve essere stampato su stampanti a estrusione diretta ed è incompatibile con hotend 'tutto metallo'.

Filaflex 60A 'PRO'
Con la più bassa durezza Shore di tutte, 60A è un Il filamento più elastico nell'intera gamma e persino nel mercato dei filamenti flessibili.
Deve essere stampato su stampanti a estrusione diretta ed è incompatibile con hotend 'tutto metallo'.

Linee guida da considerare durante la stampa con Filaflex
Successivamente, dettaglieremo le principali sfide o problemi durante la stampa con filamento flessibile e come risolverli per poter stampare questo materiale senza alcun problema.
Sfida 1 | Inceppamento del filamento nell'estrusore
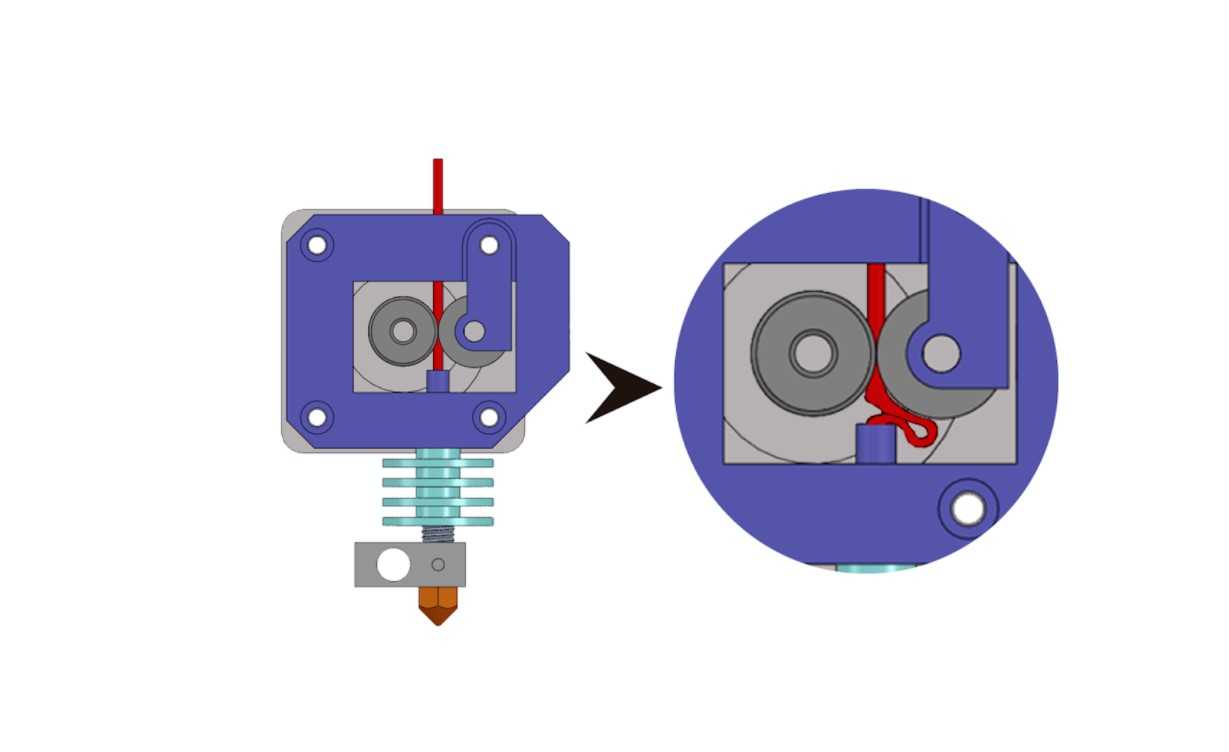
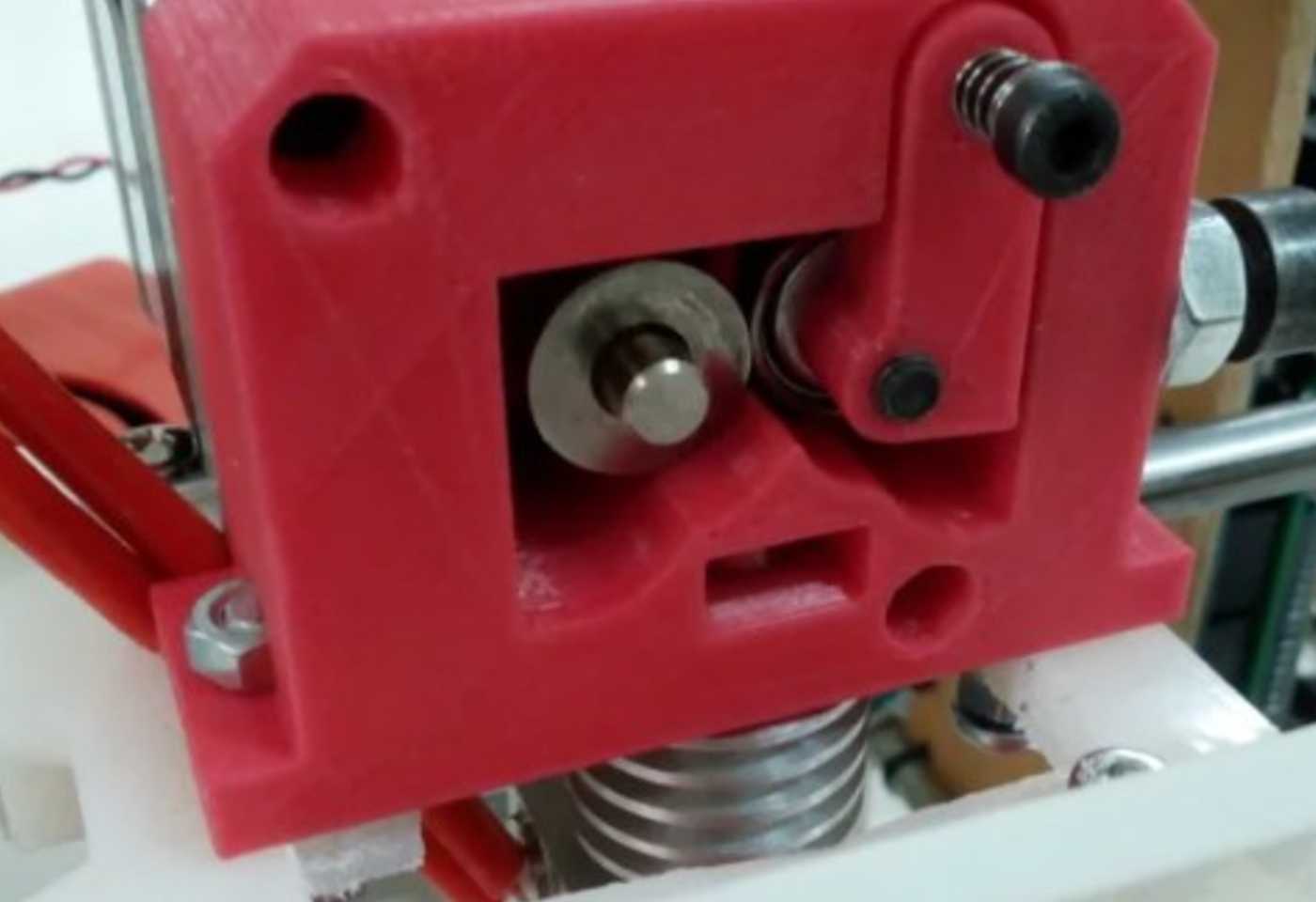
Questo si verifica quando Il filamento non è correttamente inserito nell'hotend a causa della lunga distanza o dello spazio che potrebbe esistere tra la puleggia dell'estrusore e il foro di ingresso del filamento. Potrebbe esserci anche la possibilità che il filamento inceppi i carrelli, causando la perdita di passi.
Soluzioni per il Blocco del Filamento nell' Estrusore
Per evitare questo problema, dobbiamo eliminare qualsiasi spazio che possa esistere tra le pulegge di trazione e il foro di ingresso dell'hotend dell'estrusore Così, il filamento sarà completamente guidato dalle pulegge fino all'hotend, evitando inceppamenti o grovigli. In alcuni estrusori è molto semplice, specialmente nelle stampanti REP-RAP, ma in altri può essere più complesso. Vediamo due opzioni:
OPZIONE 1
Posizionamento di una piccola cuneo di supportotra le pulegge dell'estrusore e il foro di ingresso del filamento flessibile all'hotend. Ci sono diversi modelli che puoi stampare in 3D, questo modello, o questo uno tra molti altri.

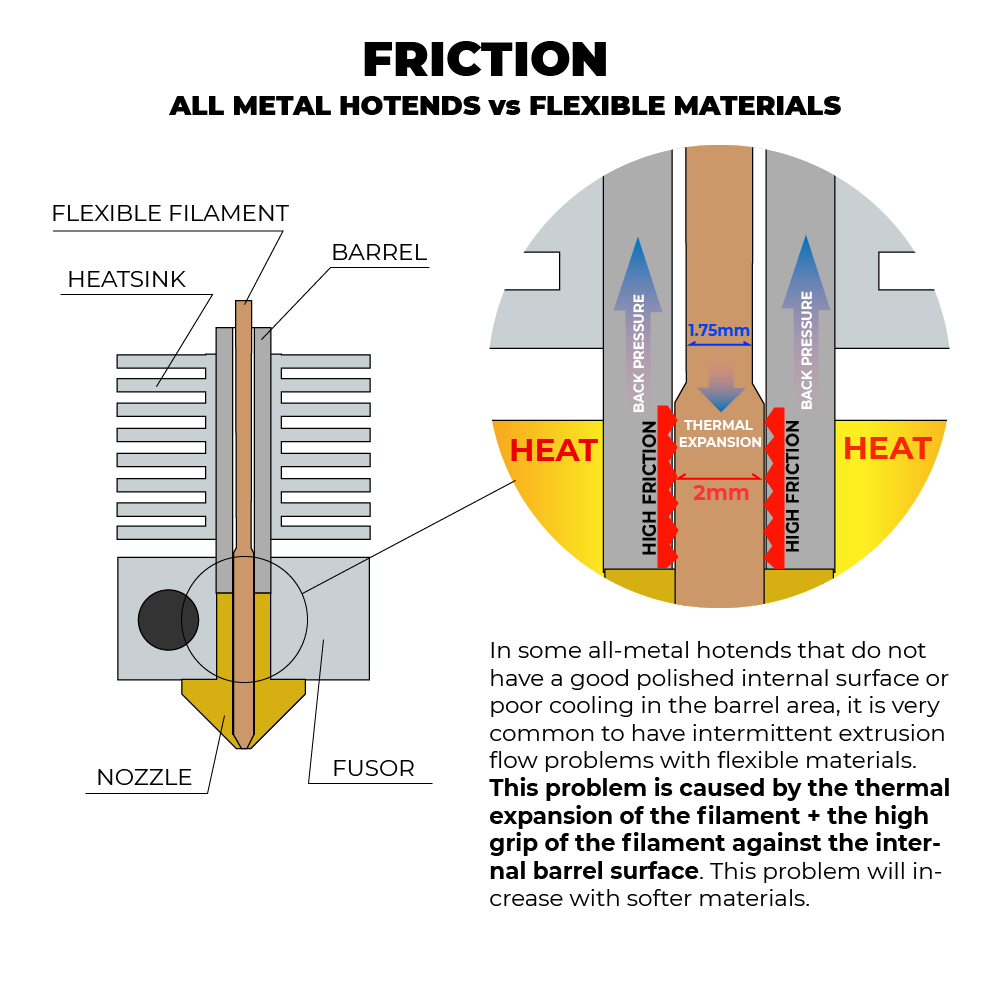
Sfida 2 | Attrito
Un altro problema con la stampa di filamento flessibile è l'eccessiva frizione che si verifica prima e dopo l'estrusore. Questa frizione può causare problemi che comportano una maggiore pressione sulla puleggia del motore e, infine, portare a conflitti nell'alimentazione del filamento.
Soluzione per il Retro dell' Estrusore
Mantenga la distanza minima tra le pulegge del motore e la punta dell'hotend.
Questo impedirà al filamento flessibile di comprimersi o aumentare di diametro all'interno del cilindro.
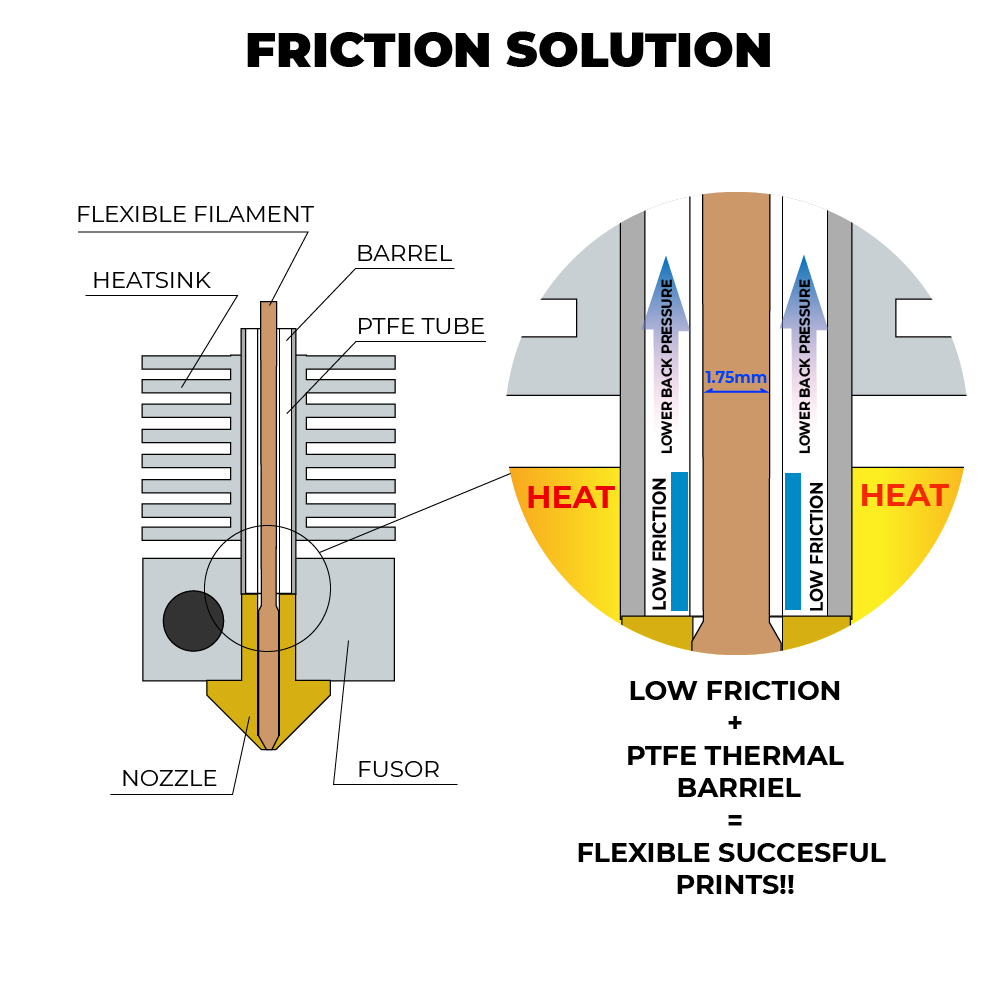
Inserisca il tubo PTFE nel barilotto dell'hotend.
D'altra parte, si raccomanda che il nostro hotend abbia un tubo in PTFE e sia molto ben raffreddato. Gli estrusori di tipo Bowden sono i più problematici, come accennato in precedenza, ma è possibile utilizzarli purché il tubo di alimentazione sia in PTFE. Negli estrusori Bowden, si raccomanda di utilizzare un filamento flessibile da 2,85 mm. Fornirà più forza di spinta rispetto a 1,75 mm.
Soluzione per il Frontale dell' Estrusore
Inserisca direttamente il filamento flessibile nell'estrusore.
Se possibile, si raccomanda di inserire il filamento direttamente nell'estrusore (stampanti a estrusione diretta), evitando così l'uso di tubi guida per il filamento (stampanti a tubo di estrusione o di tipo Bowden). Questi tubi causano un'alta frizione nel filamento flessibile provocando vari problemi.
Ma se, d'altra parte, non ha scelta e utilizza questo tipo di tubo, assicurarsi che siano fatti di materiale PTFE (Teflon). I tubi pneumatici o di silicone non sono ottimali. Inoltre, assicurarsi di eliminare qualsiasi piega o piegatura che il tubo possa avere cercando di mantenerlo il più dritto possibile per evitare attriti non necessari.
Sfida 3 | Pressione interna dell'hotend
E infine, dobbiamo anche considerare la pressione interna dell'hotend. Una volta risolti i problemi precedenti riguardanti l'estrusore e l'hotend, passiamo a un terzo fattore chiave, che è il nozzle diameter se utilizziamo un ugello con un diametro molto piccolo, ad esempio 0,2 mm, la pressione all'interno del hotend aumenterà, quindi, non saremo in grado di stampare a una velocità accettabile.
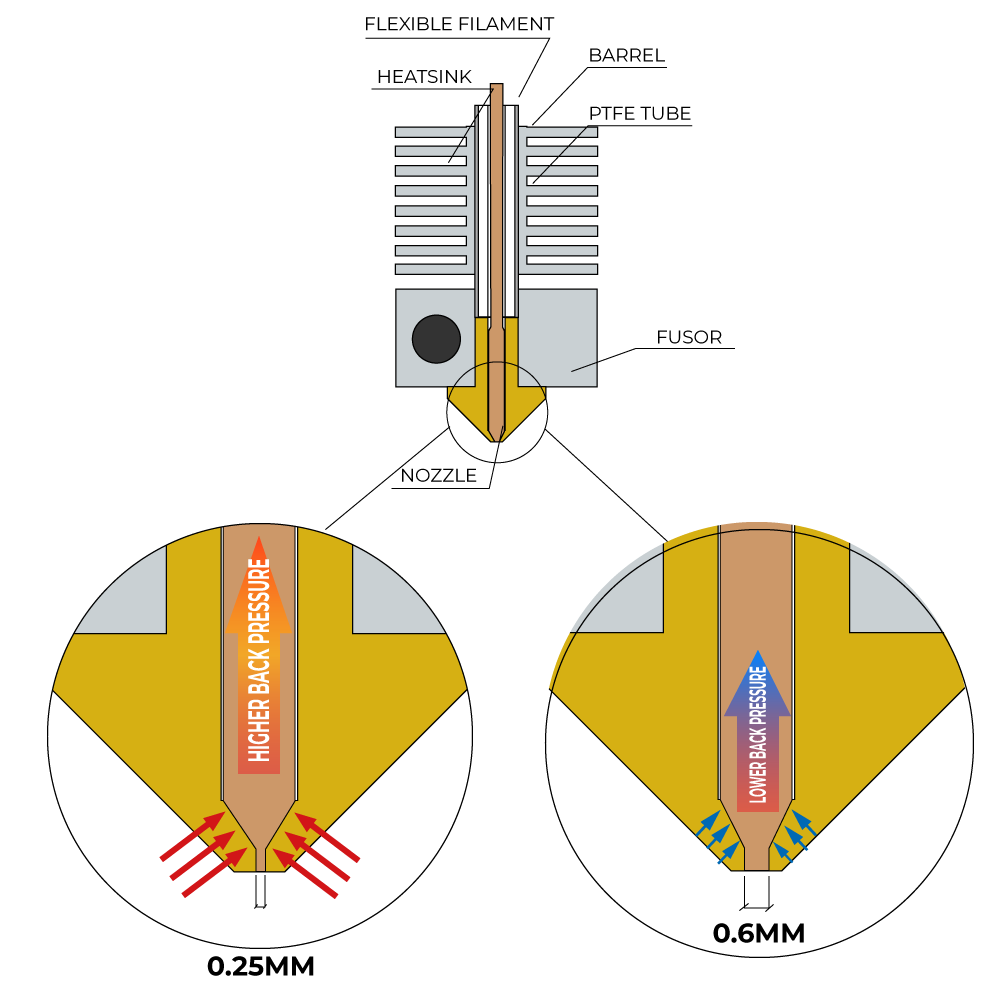
Soluzione per Eliminare la Pressione Interna dell'Hotend
Dopo aver testato con ugelli da 0,2, 0,3, 0,4, 0,5 e 1 mm, man mano che aumentiamo il diametro dell'ugello, possiamo aumentare proporzionalmente la velocità di stampa. L'ugello da 1mm può stampare parti di alta qualità poiché possiamo comunque mantenere un'altezza di strato di 0,3mm. Va detto che, a seconda della complessità di alcuni perimetri, perderanno un po' di dettaglio, ma in termini di risoluzione del pezzo sull'asse z, avrà comunque una qualità ottimale.
Entrambe le ugelli da 0,4 e 0,5 mm mantengono un buon rapporto qualità/velocità di stampa, ma se si desidera sperimentare, Richrap's Quick-Fit Estrusore È eccellente per un rapido cambio dell'estrusore per stampanti di stile REP-RAP o persino di Steve Wood design.
La creatività è flessibile.
Buona stampa!