 fr
fr  es
es en
en de
de it
it
Your cart
Il n'y a plus d'articles dans votre panier


Filaflex 82A
star star star star star
7 Avis
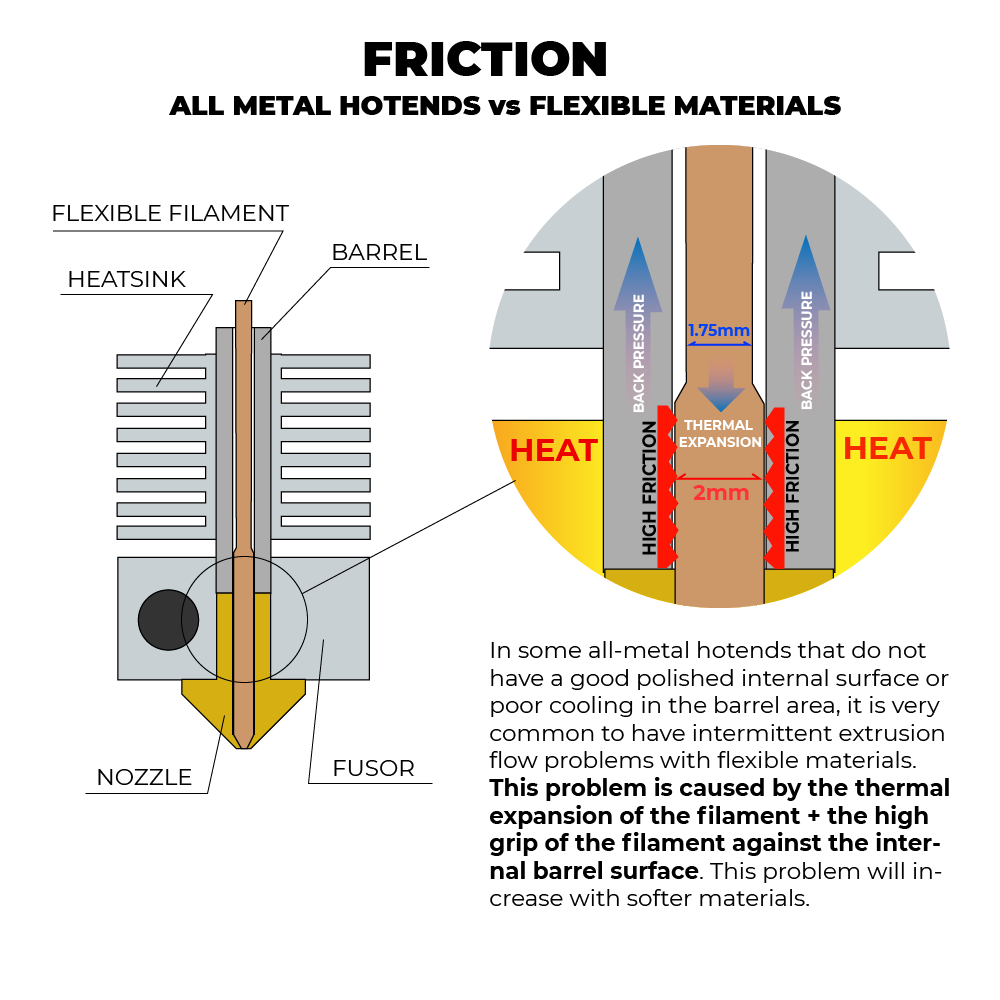
Filaflex 82A Filament TPU, « Original », est le filament élastique phare de la gamme Filaflex. Le filament flexible le plus vendu et le plus populaire pour les imprimantes 3D.
Dureté Shore 82A
Extensible à 650 %
Haute élasticité
Inodore
Aucune chambre chaude n'est nécessaire
Fabriqué dans l'UE
44,90 $


