fr
fr  es
es en
en de
de it
it
Your cart
Il n'y a plus d'articles dans votre panier
.jpg)
Combien de mètres de long font les différentes bobines Filaflex ?

Quelles sont les dimensions des nouveaux moulinets de 3 kg ?
Les nouvelles bobines de 3 kg ont les dimensions suivantes :
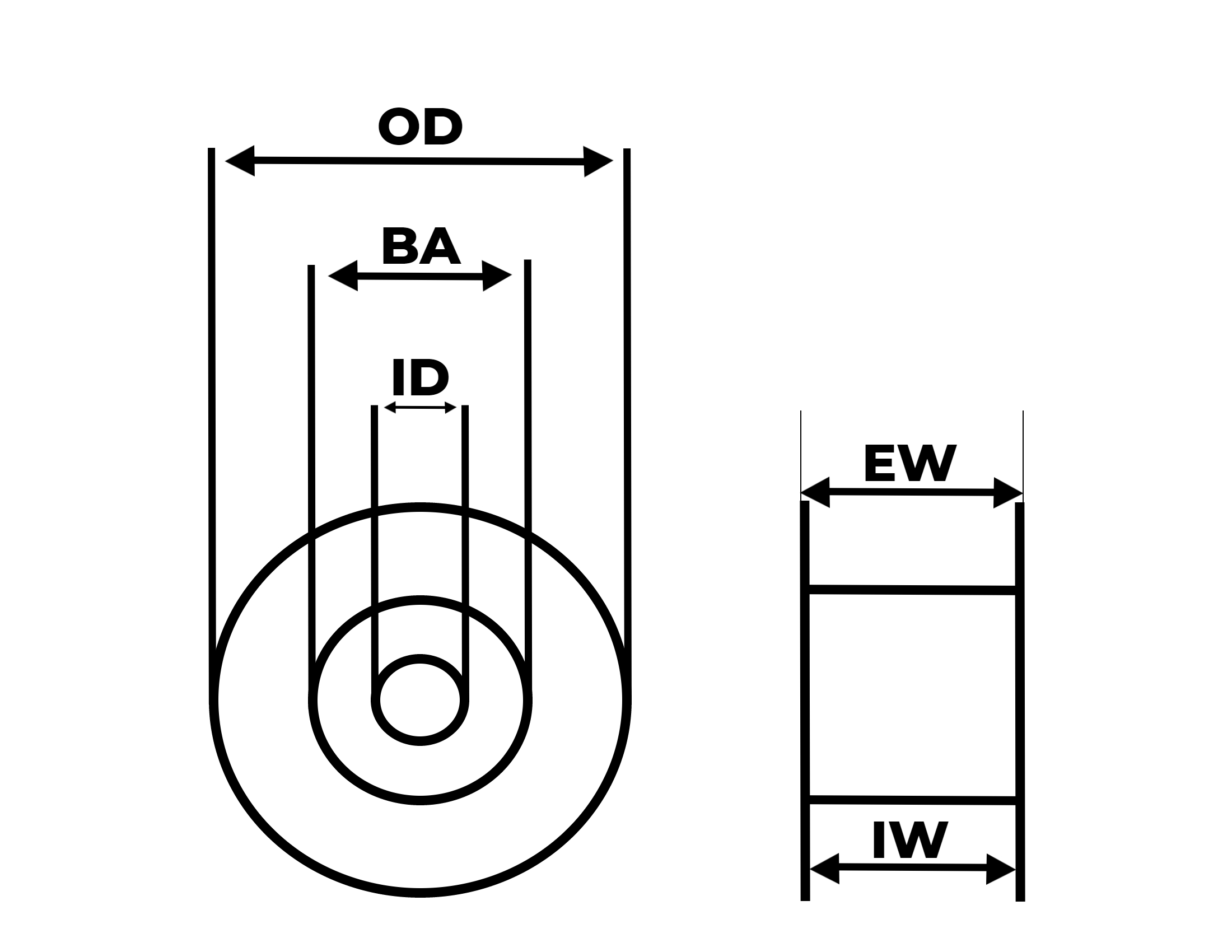
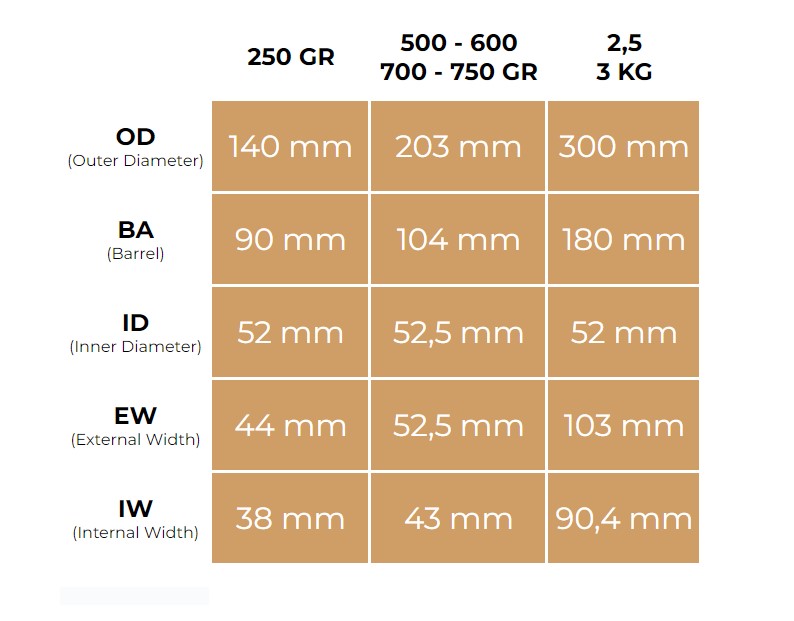
.png) DIAMÈTRE DE LA BOBINE : 300 MM
DIAMÈTRE DE LA BOBINE : 300 MM
.png) LARGEUR DE LA BOBINE : 103 MM
LARGEUR DE LA BOBINE : 103 MM
 DIMENSIONS DE LA BOÎTE : 320 MM x 125 MM x 330 MM ( Longueur x Largeur x Hauteur )
DIMENSIONS DE LA BOÎTE : 320 MM x 125 MM x 330 MM ( Longueur x Largeur x Hauteur )
Quelles sont les dimensions des bobines ?