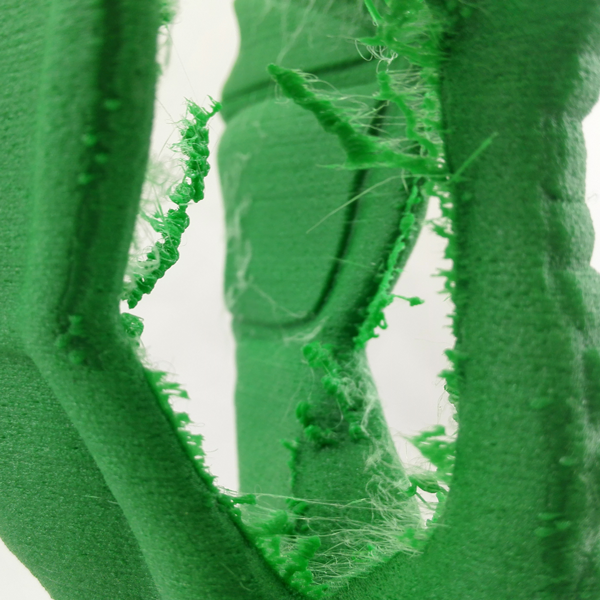
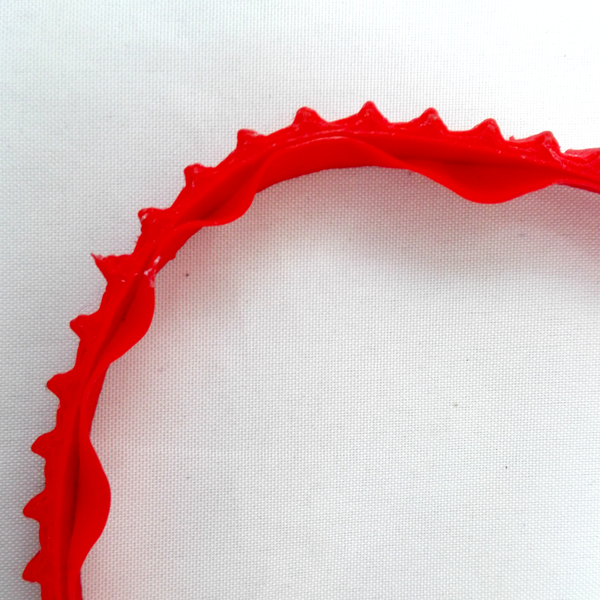
Problème 4 | « Rembourrage insuffisant »
D'autre part, il peut arriver que nous remarquions que le remplissage de notre pièce imprimée soit inconsistant, mais qu'en même temps, les périmètres soient bien réalisés. Dans ce cas, nous pouvons le résoudre de la manière suivante.
Solution
Réduisez la vitesse de remplissage et faites correspondre la vitesse des périmètres extérieurs.
Augmentez la température par intervalle de 5° C, jusqu'à ce que l'optimum soit trouvé.
Augmentez la pression du bras sur l'extrudeuse.
Augmentez le « flux d’extrusion » de 5 %.
Réduisez l'humidité du filament. Sécher le filament pendant 2 heures entre 45 et 50° C dans un four conventionnel avec circulation d'air activée.
______________________________________________
 fr
fr  es
es en
en de
de it
it