
How to print with the flexible filament Filaflex?
Complete Guide: How to Print with Filaflex Flexible Filament

Flexible filaments are great allies when creating products and allow us to unleash our imagination in the field of 3D printing. But just as it is a material with different properties from rigid filaments, its printing method is also different, and a series of guidelines must be followed for a satisfactory final result. Let's get to know them!
What is Filaflex?
- Filaflex is an elastic TPU filament, thermoplastic polyurethane.
- It stands out for its excellent elastic properties, meaning after stretching it returns to its original shape without breaking or deforming, as long as the material's elastic limit is not exceeded.
- It has a high coefficient of friction.
- It is a soft and elastic grip material with multiple applications: textile, fashion, prosthetics, insoles, elastic parts for machines, protective cases for devices, surgical organs, etc.
- It's important to remember that Filaflex is characterized by its high adhesion to the print bed, so it doesn't need a heated bed, blue tape, Kapton tape, hairspray, or any other adhesive substance.
- It is odorless, resistant to solvents and fuel.
- Additionally, it is non-toxic and can be in contact with skin (for more information about its medical or food use, contact our team).
The Filaflex range consists of 4 filament models that are classified according to their Shore hardness. The Shore hardness of elastic filaments is measured on the 'A' scale. The higher the Shore hardness number on the scale (95A), the less elastic it will be, and the lower the number (60A), the more elastic and soft it will be. The 4 Filaflex models are as follows:
Filaflex 95A 'Medium-Flex'
It is the easiest flexible filament to print in the entire range and the most compatible with all 3D printers on the market, including Bowden-type printers.
Filaflex 82A 'Original'
With a Shore hardness of 82A, it is the best-selling and most appreciated filament in the range.
With it, we obtain great elasticity in the parts while being easy to print on most printers.
Filaflex 70A 'Ultra-Soft'
With a Shore hardness of 70A, it is a filament that offers advanced elasticity and softness.
It must be printed on direct extrusion printers and is incompatible with 'all metal' hotends.

Filaflex 60A 'PRO'
With the lowest Shore hardness of all, 60A, it is the most elastic filament in the entire range and even in the flexible filament market.
It must be printed on direct extrusion printers and is incompatible with 'all metal' hotends.

Guidelines to Consider When Printing with Filaflex
Next, we will detail the main challenges or problems when printing with flexible filament and how to solve them to be able to print this material without any problems.
Challenge 1 | Filament Jamming in the Extruder
This occurs when the filament is not properly inserted into the hotend due to the long distance or gap that may exist between the extruder pulley and the filament entry hole. There may also be the possibility of the filament jamming the carriages, causing steps to skip.
Solutions to Filament Jamming in the Extruder
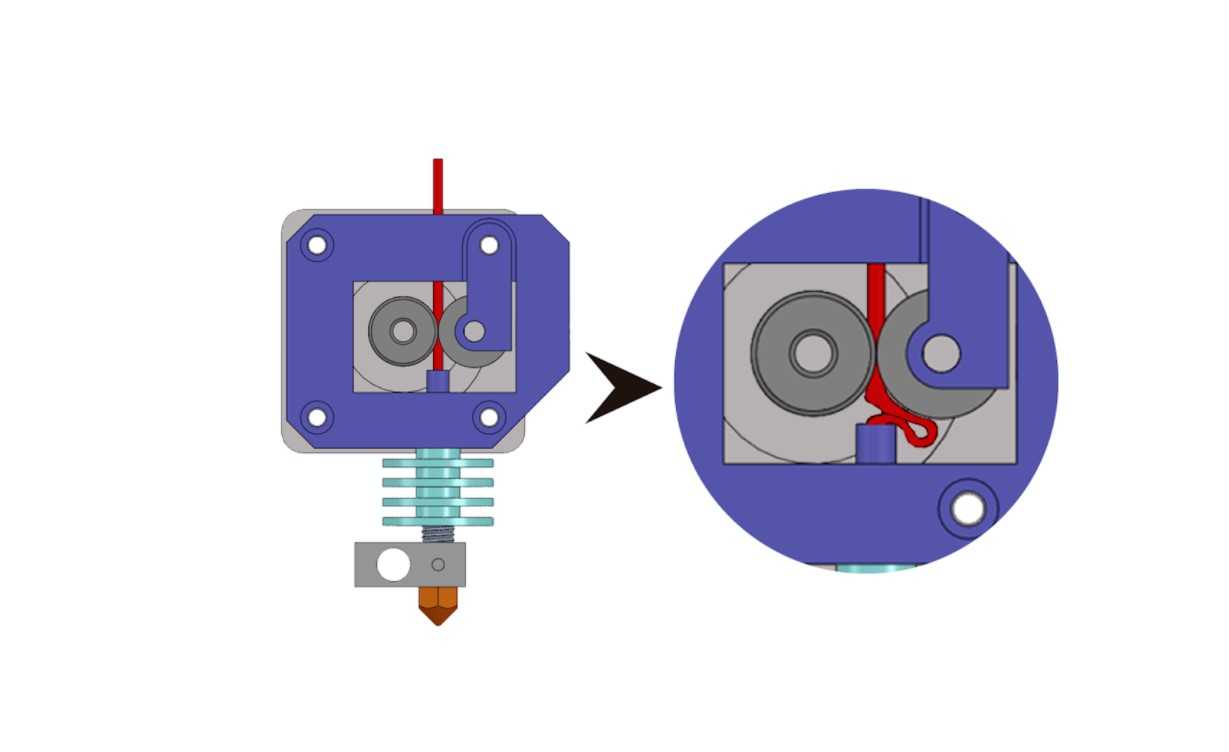
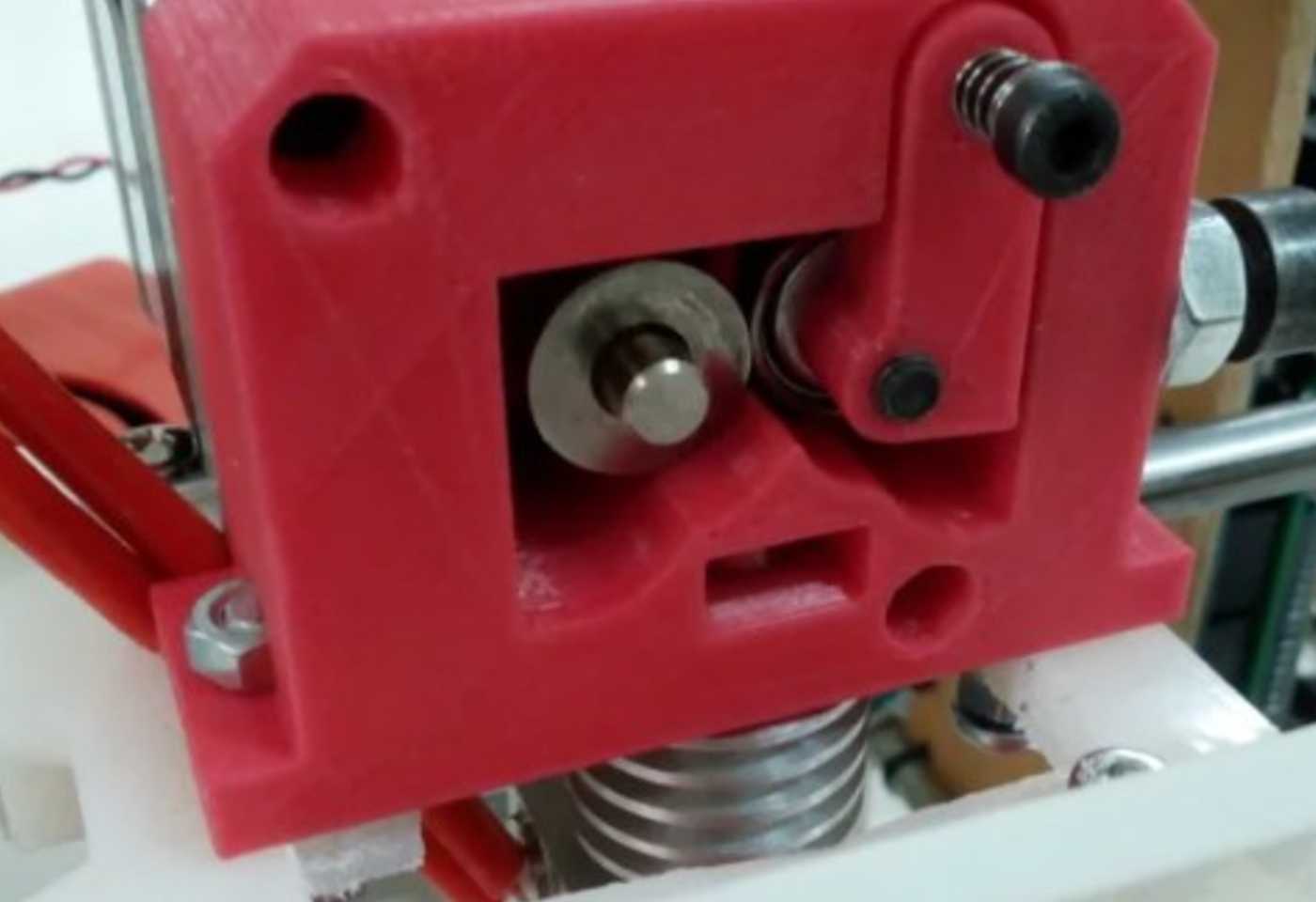
To avoid this problem, we must eliminate any gap that may exist between the drive pulleys and the hotend entry hole of the extruder. This way, the filament will be fully guided from the pulleys to the hotend, avoiding jams or tangles. In some extruders it's very simple, especially in REP-RAP printers, but in others it can be more complex. Let's look at two options:
OPTION 1
Placement of a small support wedge between the extruder pulleys and the flexible filament entry hole to the hotend. There are several models you can 3D print, this model or this one among many others.

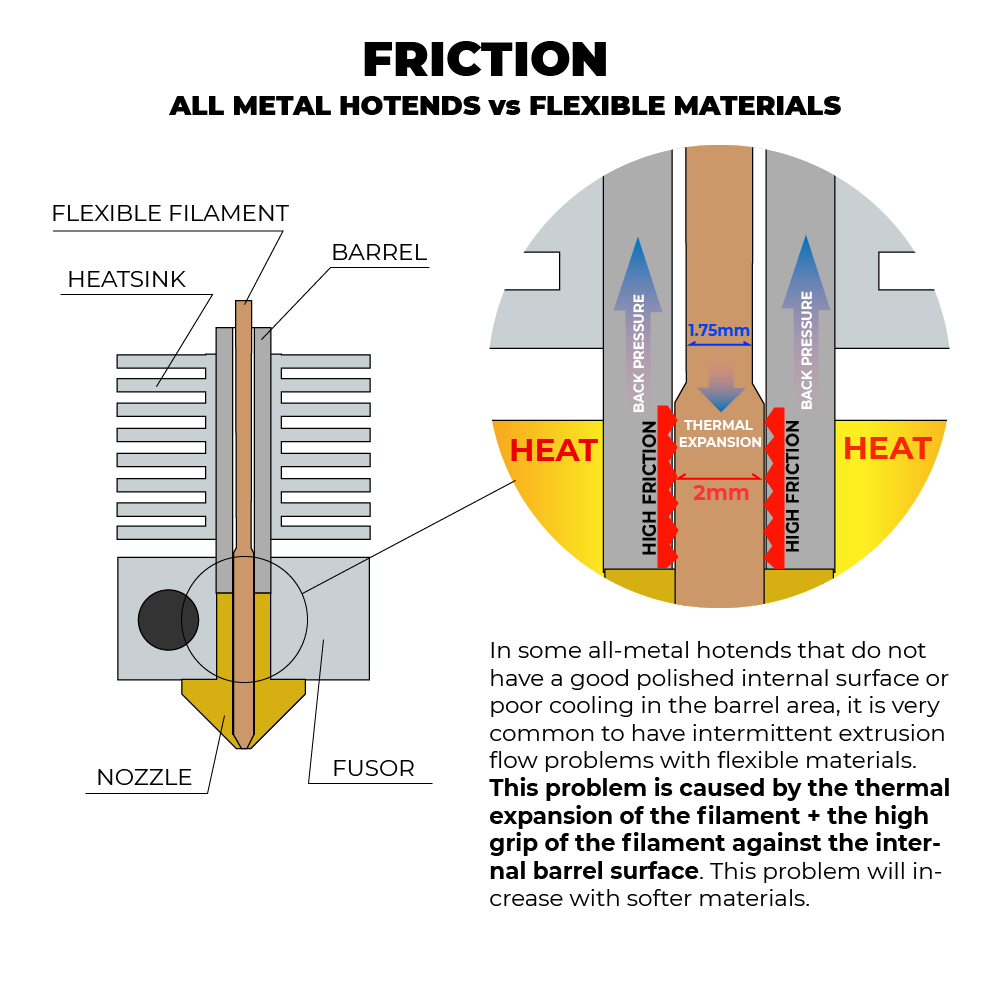
Challenge 2 | Friction
Another problem with flexible filament printing is the excessive friction that occurs before and after the extruder. This friction can cause problems that result in more pressure on the motor pulley and ultimately lead to filament feeding conflicts.
Solution for the Back of the Extruder
Maintain minimum distance between the motor pulleys and the hotend tip.
This will prevent the flexible filament from compressing or increasing in diameter inside the barrel.
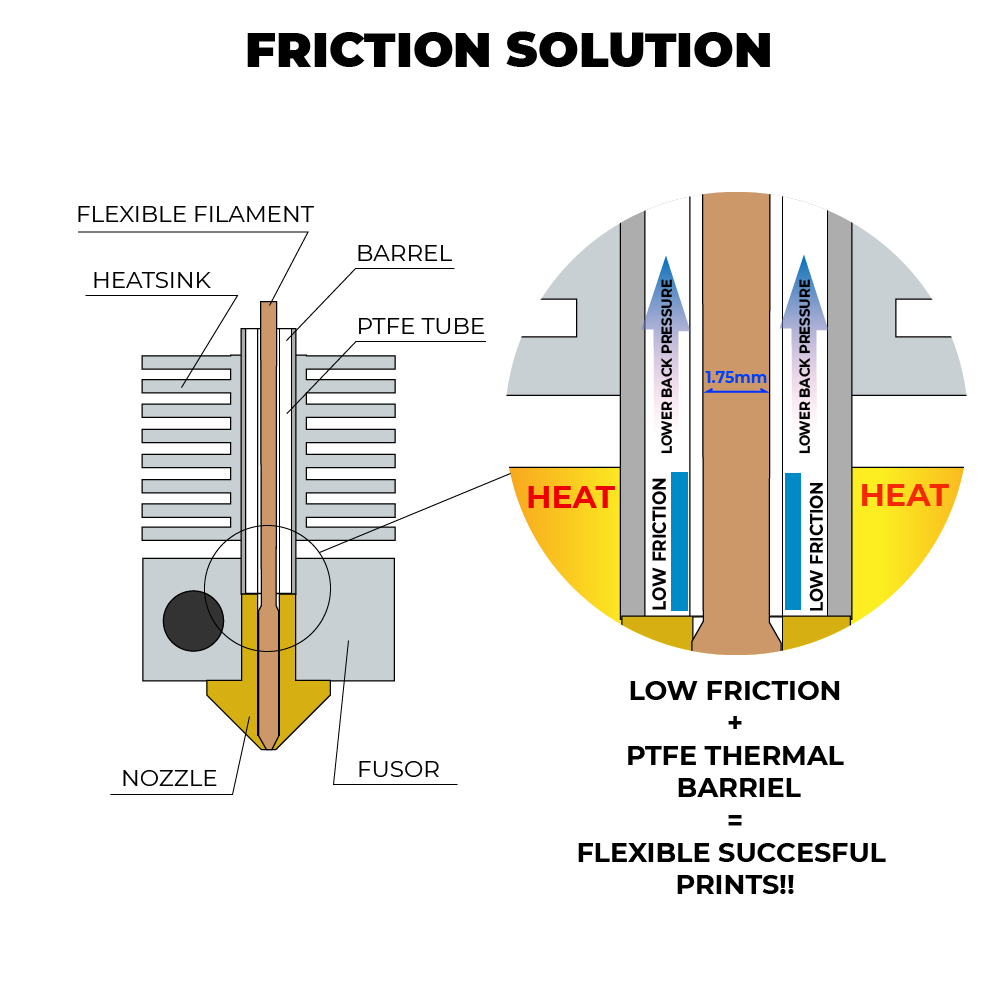
Insert PTFE tube in the hotend barrel.
On the other hand, it is recommended that our hotend has a PTFE tube and is very well cooled. Bowden-type extruders are the most problematic, as mentioned earlier, but you can still use them as long as the feed tube is PTFE. In Bowden extruders, it is recommended to use 2.85 mm flexible filament. It will provide more pushing force than 1.75mm.
Solution for the Front of the Extruder
Insert the flexible filament directly into the extruder.
If possible, the recommendation is to insert the filament directly into the extruder (direct extrusion printers), thus avoiding the use of filament guide tubes (extrusion tube or Bowden-type printers). These tubes cause high friction in the flexible filament causing various problems.
But if, on the other hand, you have no choice and use this type of tube, make sure they are made of PTFE (Teflon) material. Pneumatic or silicone tubes are not optimal. Also, make sure to eliminate any bend or fold that the tube may have by trying to keep it as straight as possible to avoid unnecessary friction.
Challenge 3 | Internal Hotend Pressure
And finally, we must also consider the internal pressure of the hotend. Once we have solved the previous challenges regarding the extruder and hotend, we move on to a third key factor, which is the nozzle diameter. If we use a nozzle with a very small diameter, for example, 0.2 mm, the pressure inside the hotend will increase, therefore, we won't be able to print at an acceptable speed.
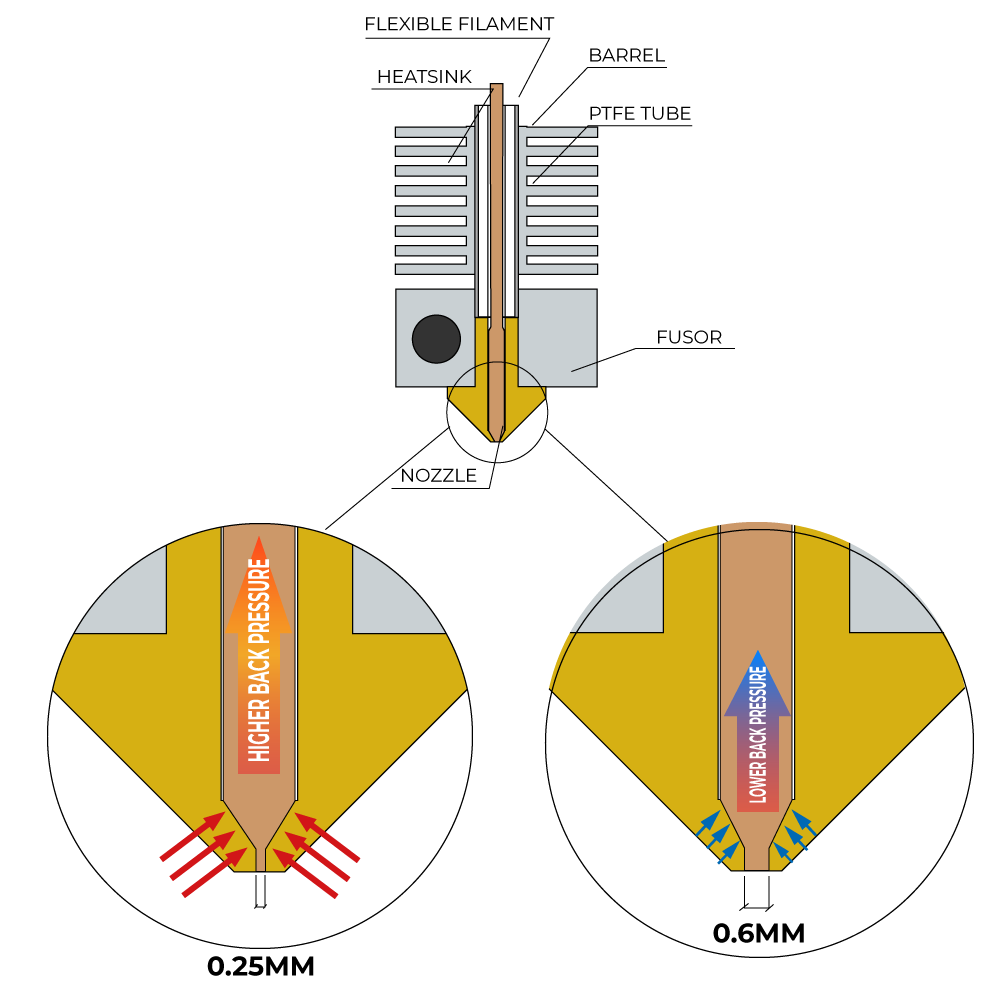
Solution to Eliminate Internal Hotend Pressure
After testing with 0.2, 0.3, 0.4, 0.5, and 1 mm nozzles, as we increase the nozzle diameter, we can increase the print speed proportionally. The 1mm nozzle can print high-quality parts as we can still maintain a layer height of 0.3mm. It must be said that, depending on the complexity of some perimeters, they will lose some detail, but in terms of piece resolution on the z-axis, it will still have optimal quality.
Both 0.4 and 0.5mm nozzles maintain a good quality/print speed ratio, but if you want to experiment, Richrap's Quick-Fit Extruder is excellent for quick extruder change for REP-RAP style printers or even Steve Wood's design.
Happy printing!
Creativity is Flexible