es
es  en
en fr
fr de
de it
it
Your cart
No hay más artículos en su carrito
.jpg)
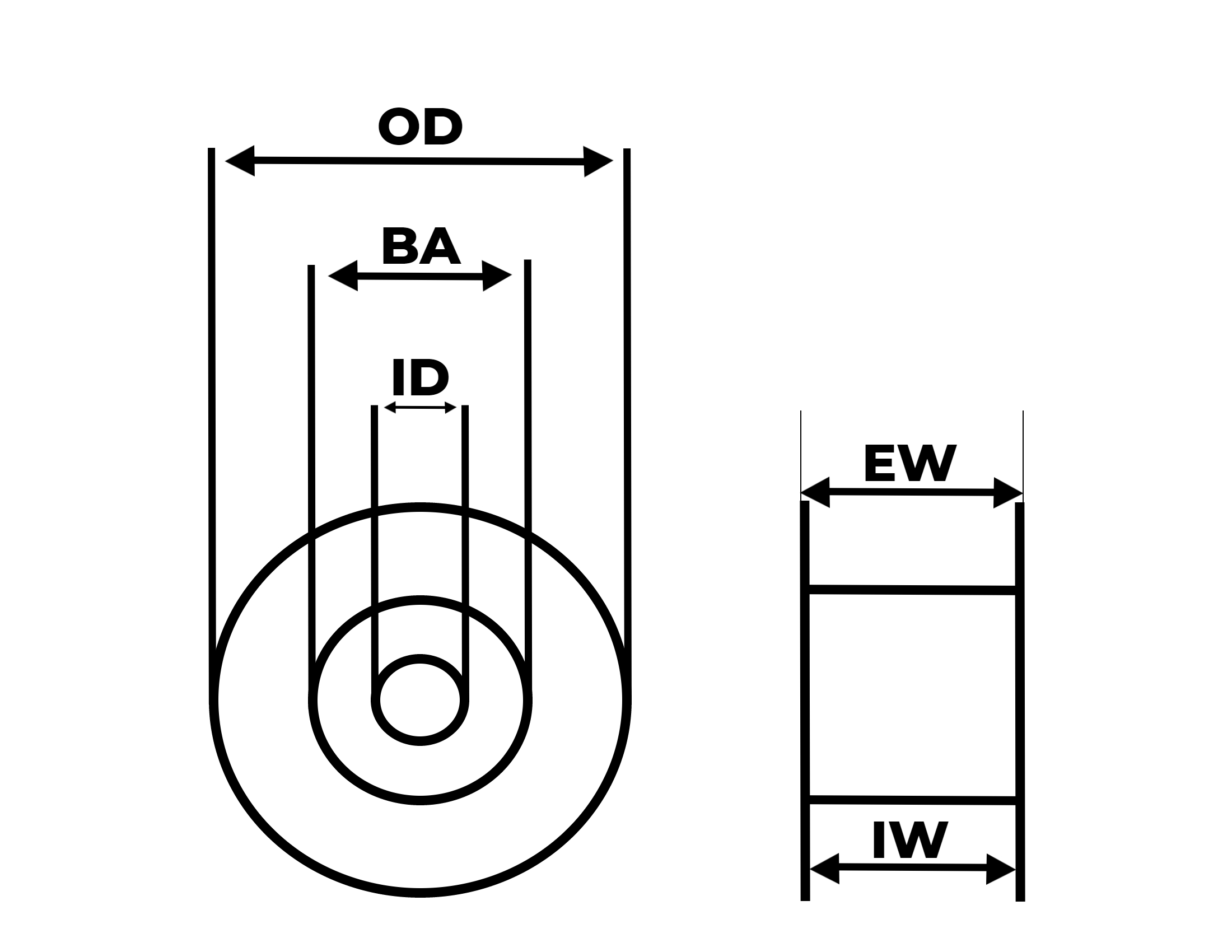
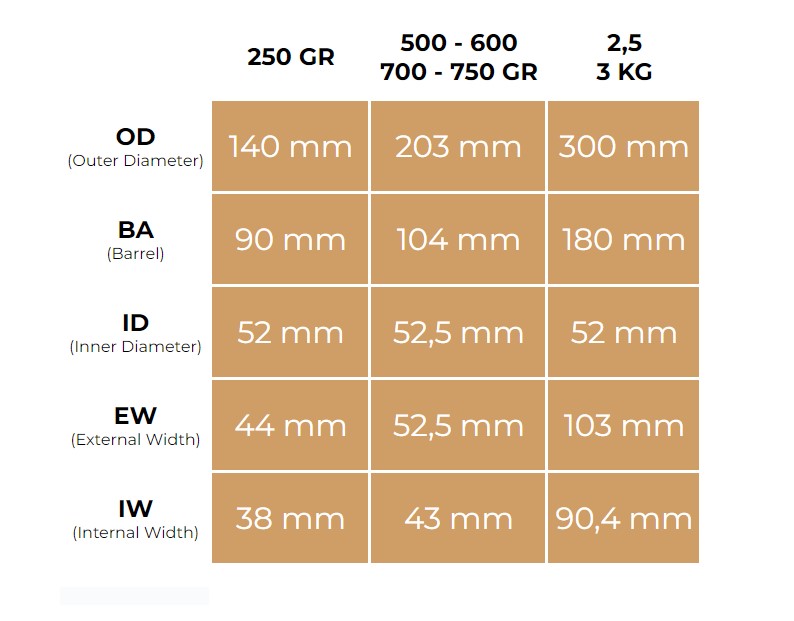
¿Cuántos metros de longitud tienen los diferentes tamaños y diámetros de las bobinas de todas las durezas Shore de Filaflex?

¿Qué medidas tienen las nuevas bobinas de 3kg?
Las nuevas bobinas formato 3kg tienen las siguientes medidas:
.png) DIÁMETRO BOBINA: 300 MM
DIÁMETRO BOBINA: 300 MM
.png) ANCHO BOBINA: 103 MM
ANCHO BOBINA: 103 MM
 DIMENSIONES DE LA CAJA: 320 MM x 125 MM x 330 MM (Largo x Ancho x Alto)
DIMENSIONES DE LA CAJA: 320 MM x 125 MM x 330 MM (Largo x Ancho x Alto)
¿Qué medidas tienen las bobinas?