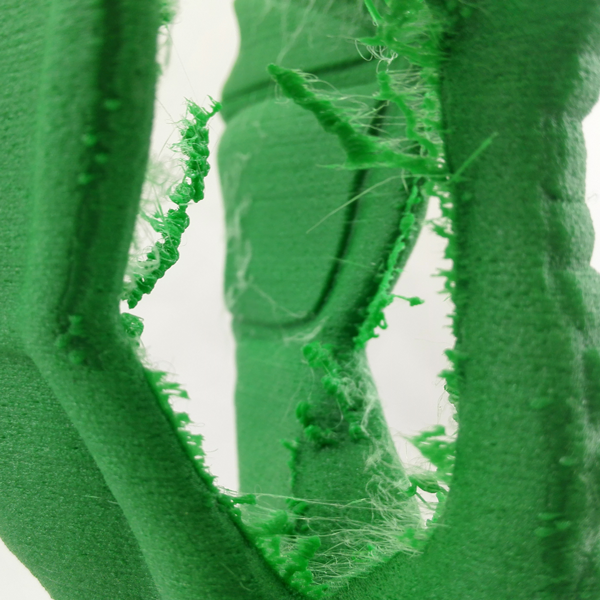
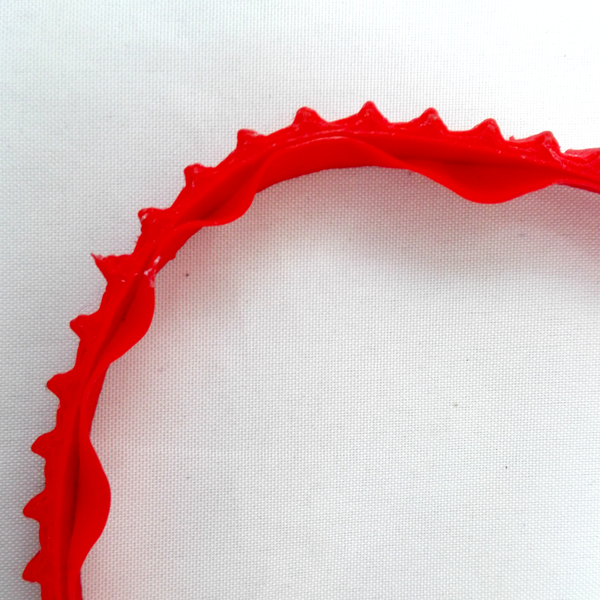
Erkennen und lösen Sie die Hauptprobleme, die beim Drucken mit Filaflex auftreten können. Im Folgenden finden Sie einen Leitfaden, der Ihnen dabei helfen soll, Ihre Druckerfahrung so zufriedenstellend wie möglich zu gestalten. Wie immer steht das Recreus-Team Ihnen zur Verfügung, um Ihnen bei allem zu helfen, was Sie brauchen.
Welche Erfahrungen haben Sie beim Drucken gemacht?
 de
de  es
es en
en fr
fr it
it