
Wie druckt man mit dem flexiblen Filament Filaflex?
Komplette Anleitung: Wie man mit Filaflex Flexible Filament druckt

Flexible Filamente sind großartige Verbündete bei der Erstellung von Produkten und ermöglichen es uns, unsere Vorstellungskraft im Bereich des 3D-Drucks freien Lauf zu lassen. Aber genauso wie es ein Material mit anderen Eigenschaften als starre Filamente ist, ist auch seine Druckmethode anders, und eine Reihe von Richtlinien muss befolgt werden, um ein zufriedenstellendes Endergebnis zu erzielen. Lassen Sie uns diese kennenlernen!
Was ist Filaflex?
- Filaflex ist ein elastisches TPU-Filament, thermoplastisches Polyurethan.
- Es zeichnet sich durch seine ausgezeichnete elastische Eigenschaften, Bedeutung Nach dem Dehnen kehrt es in seine ursprüngliche Form zurück ohne zu brechen oder zu verformen, solange die elastische Grenze des Materials nicht überschritten wird.
- Es hat einen hoher Reibungskoeffizient.
- Es handelt sich um eine Weiches und elastisches Griffmaterial mit vielfältigen Anwendungen: Textilien, Mode, Prothesen, Einlegesohlen, elastische Teile für Maschinen, Schutzhüllen für Geräte, chirurgische Organe usw.
- Es ist wichtig zu bedenken, dass Filaflex durch seine hohe Haftung auf dem Druckbett, daher benötigt es kein beheiztes Bett, blaues Klebeband, Kaptonband, Haarspray oder irgendeine andere Klebesubstanz.
- Es ist geruchlos, beständig gegen Lösungsmittel und Kraftstoff.
- Zusätzlich ist es nicht giftig und kann mit der Haut in Kontakt kommen (für weitere Informationen über die medizinische oder Lebensmittelverwendung kontaktieren Sie unser Team).
Die Filaflex-Reihe besteht aus 4 Filamentmodelle die nach ihrer Shore-Härte klassifiziert sind. Die Shore-Härte von elastischen Filamenten wird auf der 'A'-Skala gemessen. Je höher die Zahl der Shore-Härte auf der Skala (95A) ist, desto weniger elastisch wird es sein, und je niedriger die Zahl (60A) ist, desto elastischer und weicher wird es sein. Die 4 Filaflex-Modelle sind wie folgt:
Filaflex 95A 'Medium-Flex'
Es ist Das einfachste flexible Filament zum Drucken im gesamten Sortiment und am kompatibelsten mit allen 3D-Druckern auf dem Markt, einschließlich Bowden-Typ-Druckern.
Filaflex 82A 'Original'
Mit einer Shore-Härte von 82A ist es Das meistverkaufte und am meisten geschätzte Filament im Bereich.
Mit ihm erzielen wir eine hohe Elastizität in den Teilen, während es einfach auf den meisten Druckern zu drucken ist.
Filaflex 70A 'Ultra-Soft'
Mit einer Shore-Härte von 70A handelt es sich um ein Filament, das bietet eine fortschrittliche Elastizität und Weichheit.
Es muss auf Direktextrusionsdruckern gedruckt werden und ist nicht mit 'All-Metall'-Hotends kompatibel.

Filaflex 60A 'PRO'
Mit die niedrigste Shore-Härte aller 60A, es ist Das elastischste Filament im gesamten Sortiment und sogar auf dem Markt für flexible Filamente.
Es muss auf Direktextrusionsdruckern gedruckt werden und ist nicht mit 'All-Metall'-Hotends kompatibel.

Richtlinien für den Druck mit Filaflex
Als Nächstes werden wir die Hauptprobleme oder Herausforderungen beim Drucken mit flexiblem Filament detailliert beschreiben und wie man sie lösen kann, um dieses Material problemlos drucken zu können.
Herausforderung 1 | Filamentverstopfung im Extruder
Dies tritt auf, wenn Der Filament ist nicht ordnungsgemäß in den Hotend eingeführt, aufgrund des möglicherweise vorhandenen großen Abstands oder Spalts zwischen dem Extruderrad und dem Filamenteintrittsloch. Es besteht auch die Möglichkeit, dass das Filament die Wagen blockiert und dazu führt, dass Schritte übersprungen werden.
Lösungen für Filamentverstopfungen im Extruder
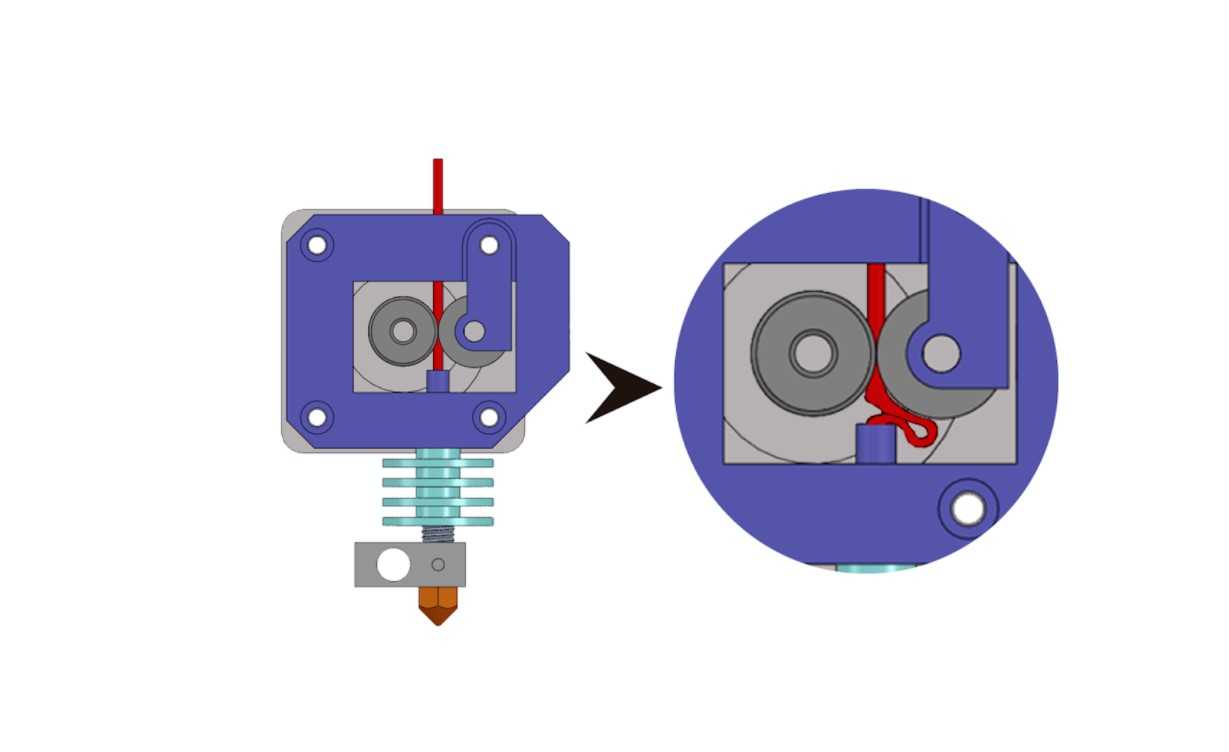
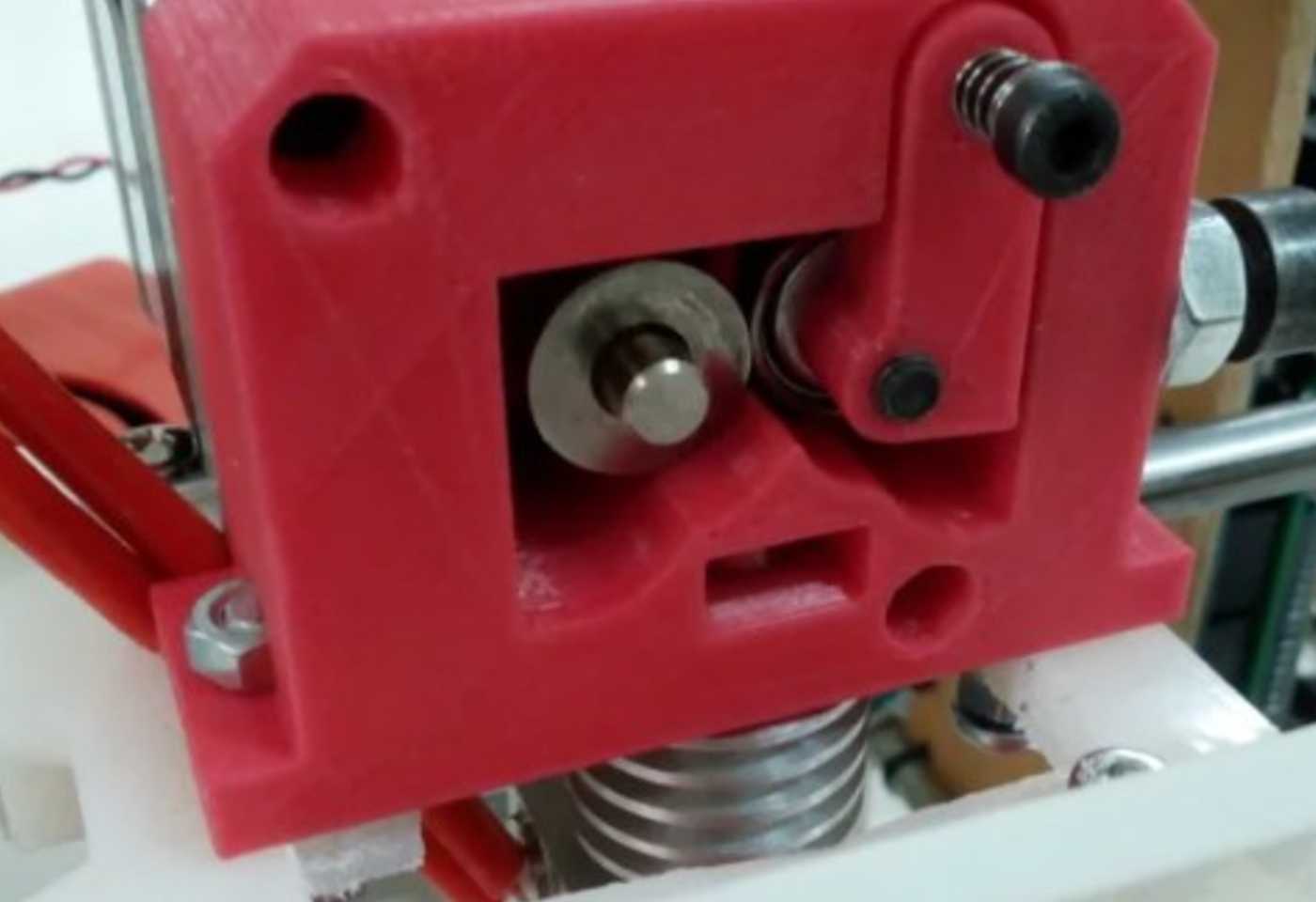
Um dieses Problem zu vermeiden,Wir müssen jegliche Lücke, die zwischen den Antriebsrollen und dem Eintrittsloch des Hotends des Extruders bestehen könnte, beseitigen. Auf diese Weise wird das Filament vollständig von den Umlenkrollen zum Hotend geführt, um Verstopfungen oder Verwicklungen zu vermeiden. Bei einigen Extrudern ist dies sehr einfach, insbesondere bei REP-RAP-Druckern, aber bei anderen kann es komplexer sein. Lassen Sie uns zwei Optionen betrachten:
OPTION 1
Platzierung eines kleinen Stützkeilszwischen den Extruderrollen und dem flexiblen Filamenteintrittsloch zum Hotend. Es gibt mehrere Modelle, die Sie 3D-drucken können, dieses Modell de Dieses einer unter vielen anderen.
OPTION 2
Drucken Sie einen neuen Extruder, der für flexible Filamente konzipiert ist.Zum Beispiel, Dieser Text ist bereits auf Deutsch. entworfen von Steve Woods von Gyrobot oder sogar Dieses eins. Sie haben auch Dieses Option verfügbar, unter vielen anderen.

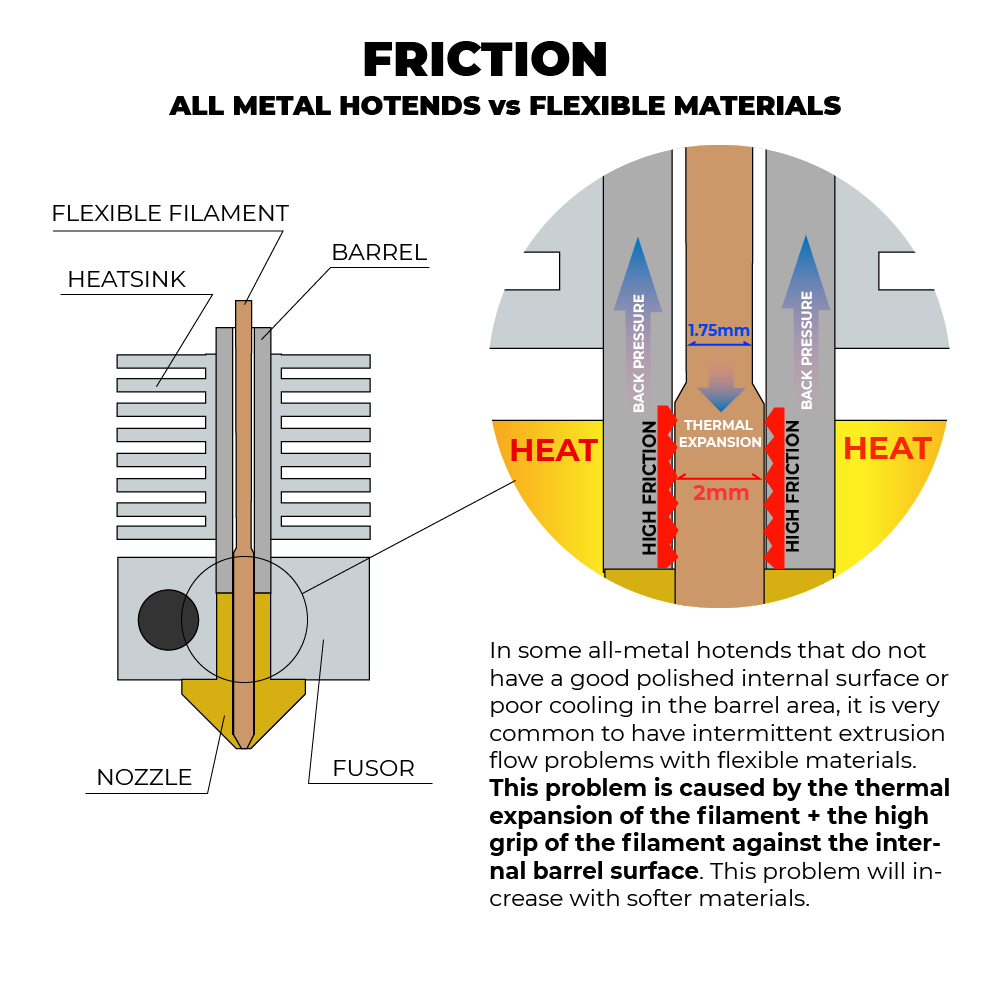
Herausforderung 2 | Reibung
Ein weiteres Problem beim Drucken mit flexiblem Filament ist die übermäßige Reibung, die vor und nach dem Extruder auftritt. Diese Reibung kann Probleme verursachen, die zu mehr Druck auf die Motorzahnrad und letztendlich zu Konflikten bei der Filamentzufuhr führen.
Lösung für die Rückseite des Extruders
Halten Sie den Mindestabstand zwischen den Motorriemenscheiben und der Heizdüsenspitze ein.
Dies wird verhindern, dass das flexible Filament im Inneren des Zylinders komprimiert wird oder seinen Durchmesser erhöht.
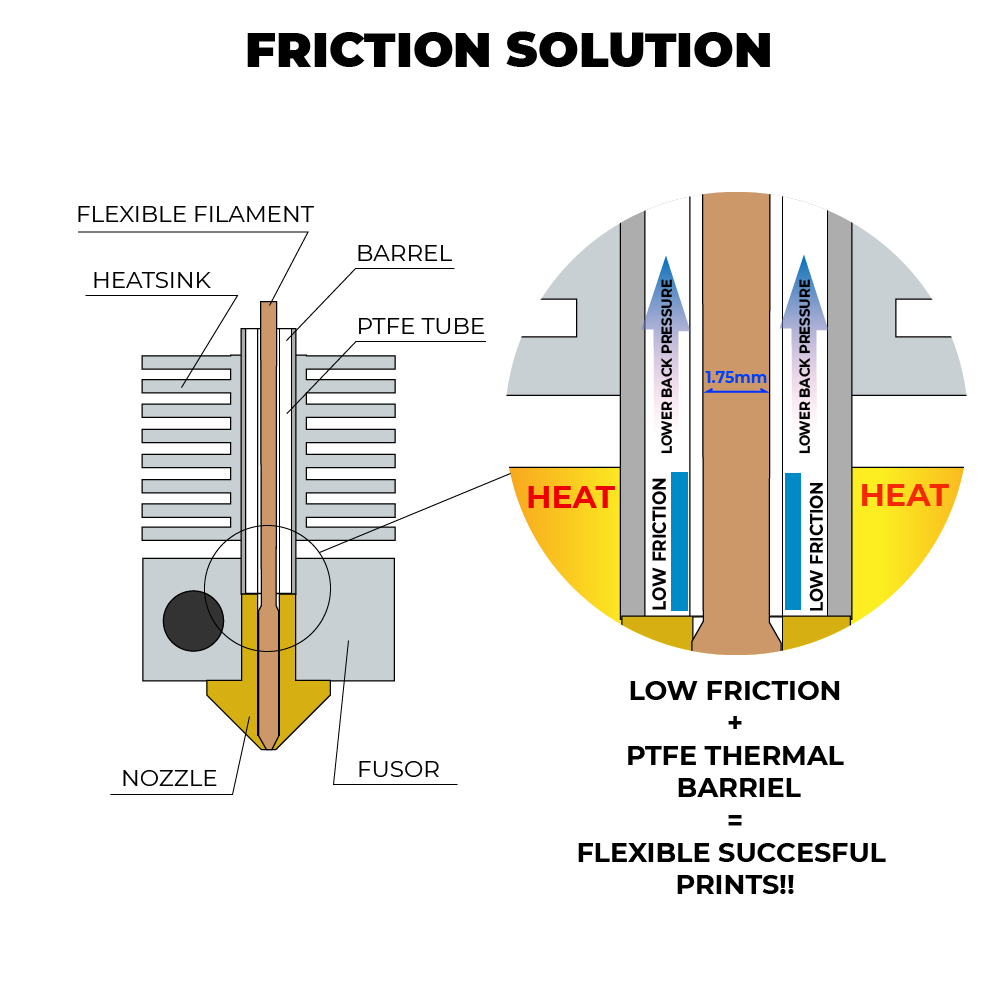
Fügen Sie das PTFE-Rohr in das Hotend-Fass ein.
Andererseits wird empfohlen, dass unser Hotend ein PTFE-Rohr hat und sehr gut gekühlt ist. Bowden-Extruder sind, wie bereits erwähnt, am problematischsten, aber man kann sie immer noch verwenden, solange das Zuführrohr aus PTFE ist. Bei Bowden-Extrudern wird empfohlen, flexibles Filament mit 2,85 mm zu verwenden. Es wird mehr Schubkraft als 1,75 mm bieten.
Lösung für die Vorderseite des Extruders
Führen Sie das flexible Filament direkt in den Extruder ein.
Wenn möglich, wird empfohlen, das Filament direkt in den Extruder einzuführen (Direktextrusionsdrucker), um die Verwendung von Filamentführungsschläuchen (Extrusionsschlauch oder Bowden-Typ-Drucker) zu vermeiden. Diese Schläuche verursachen eine hohe Reibung im flexiblen Filament und führen zu verschiedenen Problemen.
Aber wenn Sie andererseits keine Wahl haben und diesen Typ von Schlauch verwenden müssen, stellen Sie sicher, dass sie aus PTFE (Teflon) Material hergestellt sind. Pneumatische oder Silikonschläuche sind nicht optimal. Stellen Sie außerdem sicher, jegliche Biegung oder Falte, die der Schlauch haben könnte, zu beseitigen, indem Sie versuchen, ihn so gerade wie möglich zu halten, um unnötige Reibung zu vermeiden.
Herausforderung 3 | Interner Hotend-Druck
Und schließlich müssen wir auch den internen Druck des Hotends berücksichtigen. Sobald wir die vorherigen Herausforderungen bezüglich des Extruders und des Hotends gelöst haben, gehen wir zu einem dritten Schlüsselfaktor über, welcher der Düsendurchmesser Wenn wir eine Düse mit einem sehr kleinen Durchmesser verwenden, zum Beispiel 0,2 mm, wird der Druck im Hotend zunehmen, daher können wir nicht mit einer akzeptablen Geschwindigkeit drucken.
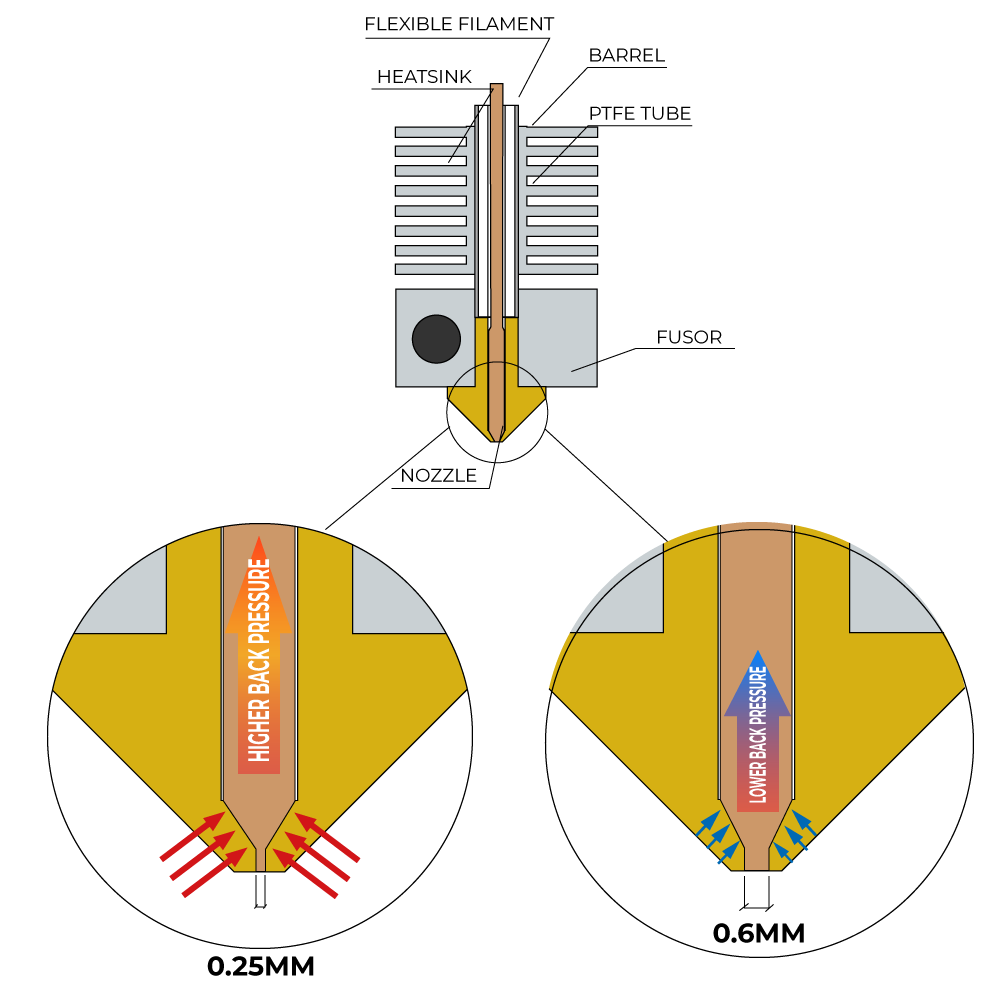
Lösung zur Beseitigung des internen Hotend-Drucks
Nachdem wir Tests mit Düsen von 0,2, 0,3, 0,4, 0,5 und 1 mm durchgeführt haben, können wir die Druckgeschwindigkeit proportional zur Düsendurchmesser erhöhen. Die 1mm Düse kann hochwertige Teile drucken, da wir immer noch eine Schichthöhe von 0,3mm beibehalten können. Es muss gesagt werden, dass abhängig von der Komplexität einiger Perimeter, diese etwas an Detail verlieren werden, aber in Bezug auf die Stückauflösung auf der Z-Achse wird sie immer noch optimale Qualität haben.
Sowohl 0,4-mm- als auch 0,5-mm-Düsen halten ein gutes Verhältnis von Qualität/Druckgeschwindigkeit, aber wenn Sie experimentieren möchten, bietet Richraps Quick-Fit Extruder ist hervorragend für schnellen Extruderwechsel bei REP-RAP-Druckern oder sogar Steve Woods design.
Kreativität ist flexibel
Happy printing!