

















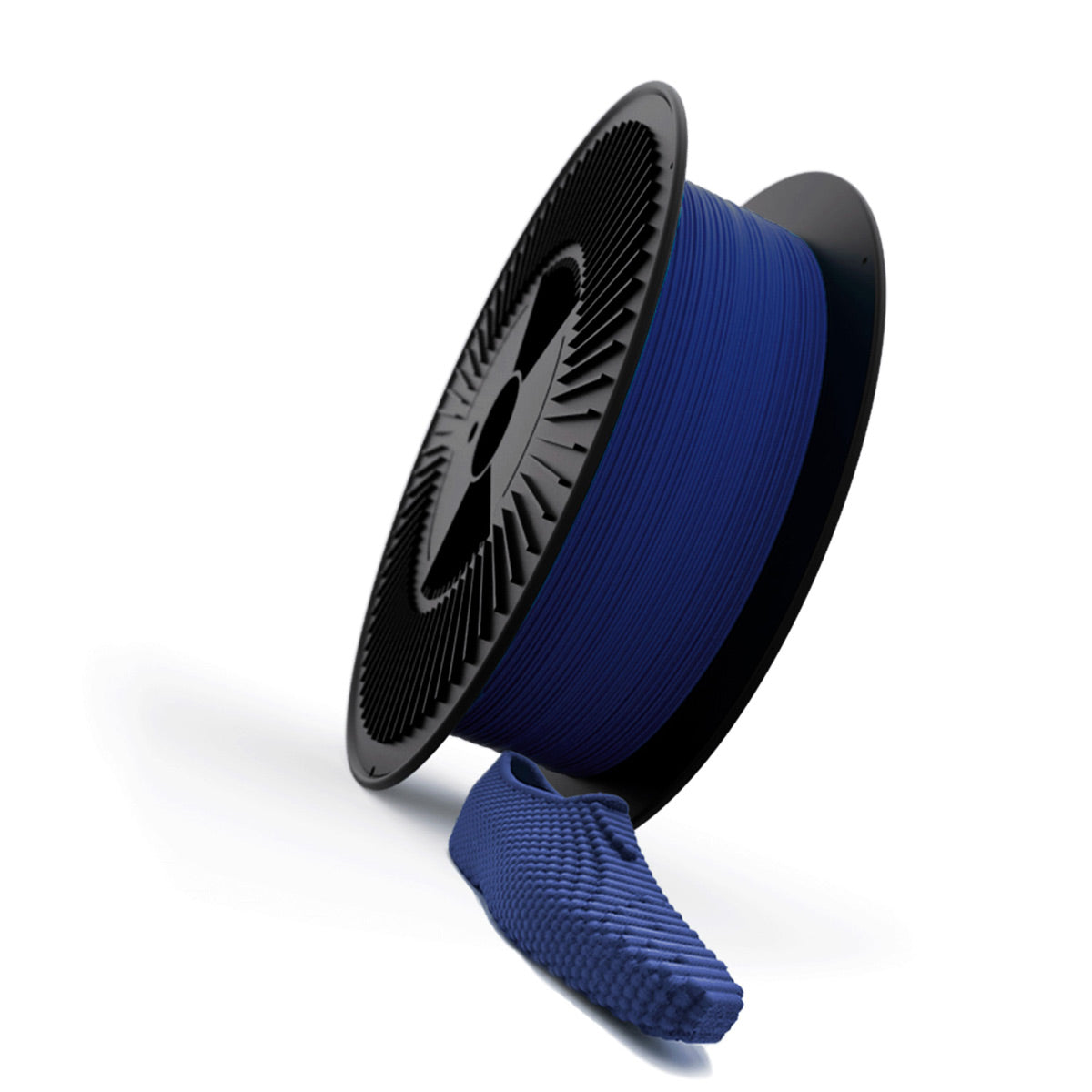



























Filaflex Foamy
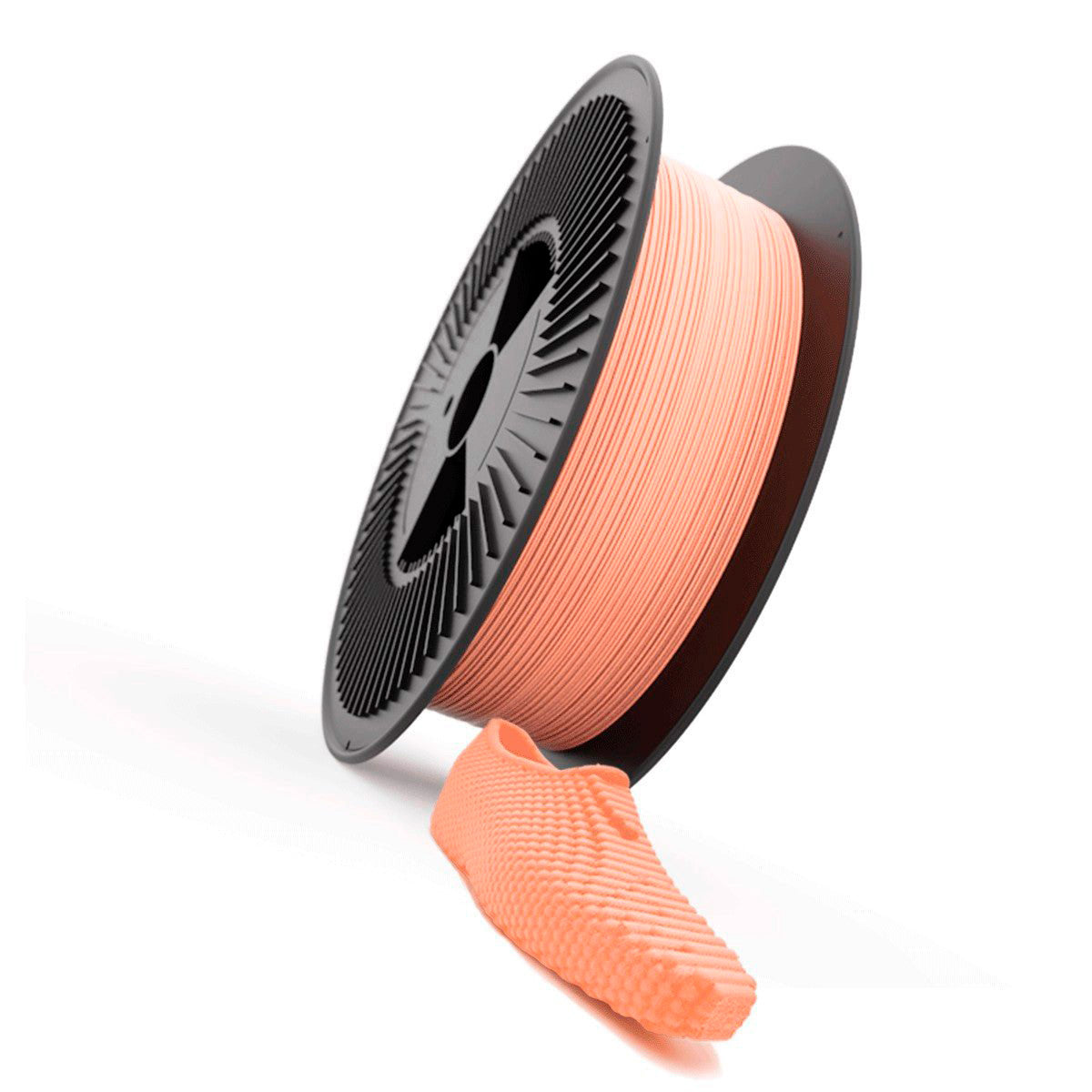
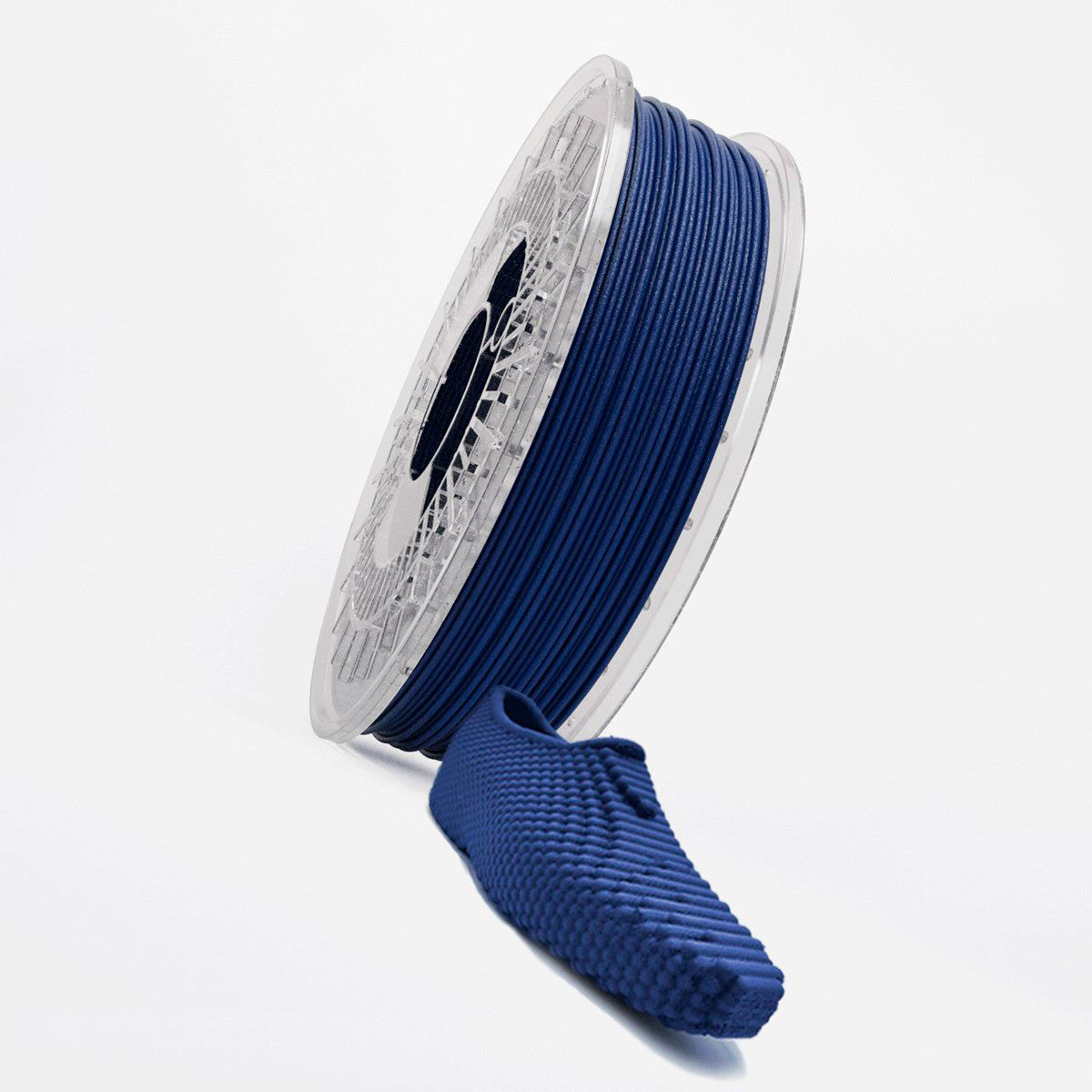
Filaflex Foamy ist ein flexibles TPU-Filament, das dynamische Schäumtechnologie verwendet, um leichte, elastische Teile mit reduziertem Gewicht und Dichte zu drucken, was eine gesteigerte Leistung und Produktivität der Filamentspule ermöglicht.
- €45,90 EUR
- €45,90 EUR
- Stückpreis
- pro
Bitte beeilen Sie sich! 670 noch auf Lager
Zwischensumme:
€45,90
10 Kunden sehen sich dieses Produkt an
Abholverfügbarkeit konnte nicht geladen werden


Filaflex Foamy ist ein bahnbrechendes TPU-Filament, das mit dynamischer Schäumtechnologie entwickelt wurde, um leichte, elastische Teile mit reduzierter Dichte zu erstellen. Dieses innovative Filament enthält einen einzigartigen Schäumungsmittel, das bei hohen Temperaturen aktiviert wird und Drucke mit einer charakteristischen schaumigen Textur erzeugt, während die Materialeffizienz verbessert wird. Mit einer anfänglichen Shore-Härte von 82A, die auf 60A eingestellt werden kann, bietet es außergewöhnliche Vielseitigkeit in der Härte- und Dichtekontrolle.
Die Eigenschaften des Materials können durch Druckparameter fein eingestellt werden, wobei Temperaturen von 245-250°C und eine Fließrate von 60-70% eine Volumenexpansion von 1,4-1,6 mal erreichen. Diese Anpassungsfähigkeit erlaubt nicht nur die Anpassung der physischen Eigenschaften, sondern ermöglicht auch eine Variation des Farbtons basierend auf den Temperatureinstellungen. Die effiziente Materialnutzung bietet 30-40% mehr Drucke pro Spule, was es ideal für die Produktion in hohen Stückzahlen macht, während es hervorragende Flexibilität und Haltbarkeit beibehält.
Schlüsselfunktionen
- Dynamic Foaming: Leichte Teile mit einstellbarer Dichte
- Flexible Härte: Verstellbar von 82A bis 60A Shore
- Gesteigerte Effizienz: Bis zu 40 % mehr Drucke pro Spule
- Farbkontrolle: Einstellbare Töne durch Temperatur
- Versatile Properties: Anpassbare Erweiterung und Textur
Professionelle Anwendungen
- Innovative Schuhmode: Komplette Schuhe, Einlegesohlen und Sohlen
- Cycling-Komponenten: Leichte Griffe und Sitze
- Automobilteile: Dämpfungselemente und Dichtungen
- Schutzausrüstung: Stoßabsorbierende Pads und Ausrüstung
- Sound Management: Schalldämpfende Komponenten
Erfahren Sie, wie die dynamische Schaumtechnologie funktioniert.
Filaflex Foamy in Aktion
Kompletter technischer Druckführer - FILAFLEX FOAMY
🌡️1. Materialvorbereitung
Filament Trocknung (ENTSCHEIDEND):
- 📏 Temperatur: 55°C
- ⏱️ Mindestzeit: 1 Stunde
- 💡 Eine ordnungsgemäße Trocknung ist für optimale Druckergebnisse unerlässlich.
⚡ 2. Understanding Print Speed
Volumetrische vs. lineare Geschwindigkeit
- 🌊 Volumetrische Geschwindigkeit (mm³/s):Wie Wasser durch einen Schlauch - misst, wie viel Kunststoff pro Sekunde fließt, unabhhängig von der Düsengröße.
- 📏 Lineare Geschwindigkeit (mm/s):Wie die Gehgeschwindigkeit - wie schnell sich der Druckkopf über den Druckbereich bewegt.
- 🔑 Schlüssel Formel:Lineare Geschwindigkeit = Volumetrische Geschwindigkeit / (Linienbreite × Schichthöhe)
✨ Die Magie:Wenn Sie eine volumetrische Geschwindigkeitsbegrenzung in Ihrem Slicer festlegen, berechnet dieser automatisch alle linearen Geschwindigkeiten (Umfänge, Füllungen usw.) basierend auf Ihrer aktuellen Düsengröße und Schichthöhe und passt diese an. Dies gewährleistet einen konsistenten Materialfluss unabhängig von Ihren Druckeinstellungen!
⚙️3. Grundparameter
Einzigartige Eigenschaften von Filaflex FOAMY
Dieses Material enthält einen Treibmittel, das während des Druckens aktiviert wird und dazu führt, dass sich das Material beim Erhitzen ausdehnt. Bei 100% Flussrate dehnt sich die Linienbreite um etwa 37,5% mehr aus als der Düsendurchmesser. Um die gewünschte Linienbreite zu erreichen, muss die Flussrate reduziert werden, um diese Ausdehnung zu kompensieren.
🎨 COLOR AND FOAMING EFFECT:Das Material wird bei zunehmendem Schäumen heller. Höhere Temperaturen und niedrigere Fließgeschwindigkeiten führen zu mehr Schaumbildung und folglich zu einer helleren Färbung. Dieser Effekt ist normal und zeigt die ordnungsgemäße Aktivierung des Treibmittels an.
| Düse | Schichthöhe | Linienbreite bei 100 % Durchfluss | Optimierter Fluss für eine Linienbreite von 0,4 mm | Volumetrische Geschwindigkeit | Temperatur |
|---|---|---|---|---|---|
| 0,4 mm | 0,2 mm | 0,55 mm | 75% | 3,5 mm³/s | 248°C |
| 0,6 mm | 0,3 mm | 0,825 mm | 75% | 7,9 mm³/s | 248°C |
| 0,8 mm | 0,4 mm | 1,1 mm | 75% | 14,0 mm³/s | 250°C |
| 1,0 mm | 0,5 mm | 1.375mm | 75% | 21,9 mm³/s | 252°C |
🎯 Fortgeschrittene Gewichtsreduktion & Schaumkontrolle
Weitere Gewichtsoptimierung:
- Die Durchflussrate kann auf 60 % reduziert werden, um eine maximale Gewichtsreduktion zu erreichen.
- Eine niedrigere volumetrische Geschwindigkeit ermöglicht es dem Treibmittel, während des Extrusionsvorgangs länger zu aktivieren.
Feinabstimmungsrichtlinien:
- Das optimale Gleichgewicht zwischen Durchflussmenge und volumetrischer Geschwindigkeit hängt ab von:
- Die spezifischen Eigenschaften Ihres Druckers
- Teilegeometrie und Anforderungen
- Gewünschter Schaumeffektgrad
- Beginnen Sie mit unseren empfohlenen Einstellungen (75 % Fluss) und passen Sie sie allmählich an:
- Reduzieren Sie den Durchfluss in 5% Schritten (bis auf 60%).
- Verringern Sie die volumetrische Geschwindigkeit um 10-15%, um mehr Schäumzeit zu ermöglichen.
- Überwachen Sie die Konsistenz der Linienbreite und den Farbwechsel des Materials.
⚠️ Wichtige Überlegung:Eine hellere Materialfarbe zeigt eine erhöhte Schaumaktivierung an. Ziel ist es, eine konsistente Farbe über den gesamten Druck hinweg zu erreichen, um gleichmäßige Materialeigenschaften zu gewährleisten.
🚀4. Geschwindigkeitseinstellungen
⚠️ HINWEIS:Alle Geschwindigkeiten werden unter Berücksichtigung der erweiterten Linienbreite und des optimierten Durchflusses (75%) berechnet, um ein korrektes Materialverhalten zu gewährleisten.
0,4 mm Düse (Volumetrische Geschwindigkeit: 3,5 mm³/s)
| Linientyp | Prozentual | Geschwindigkeit |
|---|---|---|
| Außenperimeter | 50% | 15.91 mm/s |
| Innere Umfänge | 75% | 23.86 mm/s |
| Füllung | 100% | 31,82 mm/s |
| Top/Bottom | 60% | 19.09 mm/s |
| Erste Schicht | 30% | 9,55 mm/s |
0,6 mm Düse (Volumetrische Geschwindigkeit: 7,9 mm³/s)
| Linientyp | Prozentual | Geschwindigkeit |
|---|---|---|
| Außenperimeter | 50% | 15,96 mm/s |
| Innere Umfänge | 75% | 23,94 mm/s |
| Füllung | 100% | 31,92 mm/s |
| Top/Bottom | 60% | 19,15 mm/s |
| Erste Schicht | 30% | 9,58 mm/s |
0,8 mm Düse (Volumetrische Geschwindigkeit: 14,0 mm³/s)
| Linientyp | Prozentual | Geschwindigkeit |
|---|---|---|
| Außenperimeter | 50% | 15.91 mm/s |
| Innere Umfänge | 75% | 23.86 mm/s |
| Füllung | 100% | 31,82 mm/s |
| Top/Bottom | 60% | 19.09 mm/s |
| Erste Schicht | 30% | 9,55 mm/s |
1,0 mm Düse (Volumetrische Geschwindigkeit: 21,9 mm³/s)
| Linientyp | Prozentual | Geschwindigkeit |
|---|---|---|
| Außenperimeter | 50% | 15.93 mm/s |
| Innere Umfänge | 75% | 23,89 mm/s |
| Füllung | 100% | 31,85 mm/s |
| Top/Bottom | 60% | 19,11 mm/s |
| Erste Schicht | 30% | 9,56 mm/s |
↩️5. Retraktions-Einstellungen
🚀 WICHTIG:Aufgrund der schäumenden Beschaffenheit dieses Materials wird das Stringing ausgeprägter sein als bei standardmäßigem TPU. Stellen Sie die Reisegeschwindigkeit auf das Maximum (200-500mm/s) ein und sorgen Sie für die richtigen Retraktionseinstellungen, um das Stringing zu minimieren.
| Düse | Entfernung | Geschwindigkeit | Z-Hop |
|---|---|---|---|
| 0,4 mm | 2,5-5,0 mm | 65mm/s | 0,2 mm |
| 0,6 mm | 2,5-5,0 mm | 65mm/s | 0,2 mm |
| 0,8 mm | 2,5-5,0 mm | 65mm/s | 0,2 mm |
| 1,0 mm | 2,5-5,0 mm | 65mm/s | 0,2 mm |
🌡️6. Betttemperatur-Einstellungen
Druckbetttemperatur:
- Kleine Teile: Keine Erwärmung (Raumtemperatur)
- Große Teile: 50-55°C
❄️7. Kühlungseinstellungen
Kühlsystemkonfiguration:
- Allgemein: 0 % (Lüfter aus)
- KEEP FAN ALWAYS: OFF
- Lüftergeschwindigkeit für Überhänge und Brücken: AUS
- Schichten < 10 Sekunden: 40% Lüfter
- Erste Schicht: Immer 0%
🔧8. Fehlerbehebungshandbuch
| Problem | Lösung |
|---|---|
| Übermäßige Expansion | 1. Temperatur reduzieren 2. Erhöhen Sie die Durchflussrate 3. Überprüfen Sie die tatsächliche Linienbreite |
| Unzureichende Schaumbildung | 1. Erhöhen Sie die Temperatur 2. Verringern Sie die Fließrate. 3. Stellen Sie eine ordnungsgemäße Trocknung sicher. |
| Überschüssiges Fadenziehen | 1. Erhöhen Sie die Verfahrgeschwindigkeit 2. Optimiere das Zurückziehen 3. Reduziere die Temperatur, wenn möglich. |
✨9. Beste Praktiken
- 🌡️ Halten Sie das Filament trocken - lagern Sie es ordnungsgemäß und trocknen Sie es vor Gebrauch.
- ⚙️ Bevorzugen Sie idealerweise einen Direct-Drive-Extruder.
- 🔄 Drucken Sie mehrere kleine Teile gleichzeitig für bessere Ergebnisse
- 🚀 Verwenden Sie die maximale Verfahrgeschwindigkeit, um das Fadenziehen zu minimieren.
⚠️ BITTE BEACHTEN:Diese Druckparameter sind anfängliche Empfehlungen, basierend auf unserer Erfahrung. Sie müssen möglicherweise je nach Ihrem spezifischen 3D-Drucker, den Umgebungsbedingungen und der Geometrie des zu druckenden Teils angepasst werden. Verwenden Sie diese Einstellungen als Ausgangspunkt und feinjustieren Sie sie entsprechend Ihren spezifischen Bedürfnissen.
Ähnliche Produkte
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Neueste Beiträge

Filaflex: Die perfekte Flexibilität für maßgeschneiderte Orthopädie
Die perfekte Flexibilität für maßgeschneiderte Orthopädie Der 3D-Druck hat das Feld der Medizin und Orthopädie revolutioniert und bietet innovative und personalisierte Lösungen...

PLA Purifier: Das innovative Material, das die Luft reinigt und gleichzeitig nachhaltige Produkte schafft
Das innovative Material, das die Luft reinigt, während nachhaltige Produkte hergestellt werden. Entdecken Sie die inspirierendsten und überraschendsten realen Anwendungsfälle unseres PLA...

Filaflex 70A ist einer der Bestandteile des neuen VR-Geräts "vrAse 2" von EYEDAK.
Filaflex 70A ist einer der Bestandteile des neuen VR-Geräts "vrAse 2" von EYEDAK. Das ideale Material zur Herstellung des neuen flexiblen, weichen,...
Zuletzt angesehene Produkte
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
Beispiel für einen Produkttitel
- Aus €45,90 EUR
- Aus €45,90 EUR
- Stückpreis
- pro
- Die Auswahl einer Auswahl führt zu einer vollständigen Seitenaktualisierung.
